


袋、电除尘器在水泥行业的应用与比较
0 概述:水泥回转窑系统除尘设备的选择
我国水泥工业取得了长足发展,2006年产量达12.4亿吨,近几年 平均增速为12%。新型干法水泥技术在节能、大型化方面取得突破性进展,其生产量占全部水泥产量的百分比由2000年12%上升到50%,而粉尘排放减少 500万吨。目前新型干法窑中以5000t/d窑规模为主的工艺线迅速推广,水泥生产线规模的扩大,不仅促进了与之配套的的环保设备的大型化,同时也促进 了环保装备及技术的进步。
水泥回转窑是水泥厂最大的粉尘污染源,新型干法水泥生产线均将窑尾烟气用于烘干原料、并与窑尾共用一台除尘器。因此,窑尾系统的粉尘排 放量占到整条生产线的二分之一强。新修订的《水泥工业大气污染物排放标准》GB4915-2004中规定“水泥窑及窑磨一体机”排放标准为 50mg/m³,需要高效、稳定的除尘设备才能达标运行。世界发达国家对水泥窑的排放要求愈来愈严格,欧盟IPPC(综合污染预防与控制)指令(96、 61、EC)关于《水泥制造业的最佳可用技术(BAT)与污染物排 放指南》指出:采用袋除尘和电除尘技术,对应的排放控制水平为20~30 mg/Nm³。这份文件将成为欧洲各国制定排放标准的依据。有一些国家(如德国、荷兰)水泥工业粉尘排放甚至要求达10 mg/Nm³,尤其近年来“趋零排放”已成为一种潮流(表1)。
|
表1 国外水泥工业颗粒物排放标准(mg/Nm³)
|
目前,国内外用于水泥回转窑除尘都是电、袋两大类除尘器。国内生产的袋除尘器、电除尘器每小时能处理几百到一百多万立方米风量的含尘废气,进口 浓度允许超过100 g/Nm³,排放浓度热力设备可控制在50mg/Nm³以下,通风设备可控制在30 mg/Nm³以下。我国水泥回转窑据统计10%使用袋除尘器,90%使用电除尘器,但随着《水泥工业大气污染物排放标准》的出台,袋除尘器应用愈来愈多, 国内外均出现“电改袋”的现象。袋、电除尘器由于除尘机理不同,应用情况,除尘效果也不尽相同。以下就电、袋两种除尘器工作原理,用于水泥回转窑除尘实际 情况作简要分析比较。
1 电除尘器
电除尘器是利用高压静电来进行气尘分离的,它除尘基本过程分三个阶段:(1)进入电除尘器内的粉尘粒子先荷电;(2) 荷电尘粒移动后沉降(即收尘);(3)振打使沉积粉尘脱落(即清灰)。当含尘气体通过电极间通道时,电晕电流中的电子和负离子就会吸附到粉尘上,称为荷 电。荷电的粉尘在电场的作用下向收尘极运动,最后沉积在收尘极板上并将电荷释放出来,当粉尘沉积到一定厚度时,通过振打装置将粉尘打落入灰斗排出。
工业电除尘器在实际运行中,除尘是一个极为复杂的过程,受诸多因素的影响,如图1、图2所示。从理论计算的除尘效率与实际运行数据相差较大,这 些因素包括物理、电力、流体力学等,而最强干扰作用,是烟气和粉尘的性质,如粉尘的比电阻;气体的温度和湿度;化学成分;尘粒分布;压力,气体流速等等。
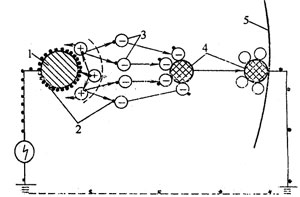 图1 电除尘荷电和除尘过程 |
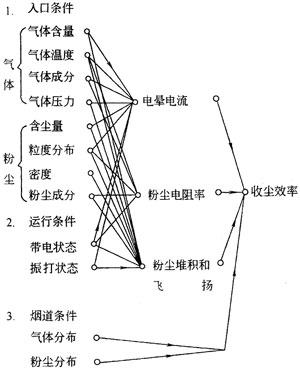 |
图2 影响电除尘器性能的主要因素
1.1 比电阻是主要影响因素
电除尘器要求控制烟气粉尘比电阻在104~1011?.cm这个范围,其除尘效率最佳,这也是长期实 践得出的结论。
低于1011?.cm的粉尘称为低阻粉尘,这种粉尘导电良好,荷电粒子与集尘极接触立即放出电荷,同时获得与集尘极相同电荷的正电荷,受到集尘 极相同电荷的排斥又脱离集尘极返回到气流中,形成二次飞扬(图3),又称“跳跃现象”。
高于1011?.cm的粉尘称为高阻粉尘。这种粉尘在集尘极放电缓慢,因此粉尘层间形成很大的电压梯度,产生一个强电场,这一电场不但减弱了电 极间的电场强度,排斥其它粉尘继续向集尘极运动,还会发生局部放电,出现反电晕现象(图4),在集尘极和物料层中形成大量的阳离子,中和了迎面而来的阴离 子,使电能消耗增加甚至无法工作。
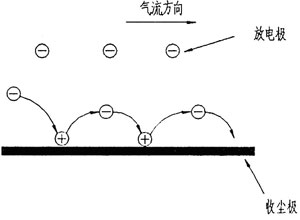 图3 低比电阻粉尘的跳跃现象 |
 |
图4 高比电阻粉尘的反电晕现象
1.2 烟气调质控制比电阻
为使电除尘器能在正常比电阻范围内工作,所有干法水泥厂回转窑都要采用增湿塔做为烟气调质处理。而烟 气调质是根据粉尘中比电阻随温度和湿度(湿度以露点表示)变化而变化的性质来进行的,必须兼顾到温度和露点两个条件。新型干法生产线窑尾烟气温度在 300°C ~ 400°C之间,进行增湿降温后,露点为50°C,温度为150°C,粉尘比电阻可调到1011?.cm以下,是电除尘理想的工作范围。增湿塔是窑尾除尘 系统的重要组成部分,它的工作好坏直接影响电除尘器的效果。
1.3 存在事故排放
1.3.1烟气中CO超标与对空排放
水泥回转窑窑尾用电除尘器时,为了使电除尘器安全运行,设置 了CO采样分析,超标自动停止向电极供电功能。回转窑正常工作时,废气中CO浓度为0.5%左右,其浓度超过1.5%时报警,超过2%时则自动切断电源, 关闭高压硅整流器,这时电除尘器仅是一个烟气通道,粉尘对空排放。这样就造成电除尘器与窑系统不同步运行问题。
如下两种情况产生CO浓度超标:
1) 生产工艺操作不当CO超标。
2) 点窑时煤燃烧不完全CO超标。
上述二种情况中,点燃窑的情况是:在窑温上升到一定温度,刚点窑时不开系统风机,仅靠烟囱的自然抽力,排风量很小。燃烧基本正常时才开系统风机 并投料,这时电除尘器也投入了运行,超标时间很短,排放总量可以忽略。在投料之前,只有烟尘,即使有一段时间超标,但超过值很少,排放总量也可忽略。只有 第一种情况,工艺操作不当,煤燃烧不完全,引起废气中CO超标,被迫停止向电除尘器电极供电,而这时又要对窑系统进行调整,不能停止运行,引起粉尘浓度超 标排放。
1.3.2 不同步时间与超标排放量的计算
(1) 除尘效率下限:
为了使除尘设备达标排放,当入口浓度为某定值时,除 尘设备必须要具有最低的除尘效率。若粉尘排放浓度限值为50 mg/Nm³,入口浓度与除尘效率的关系如表2:
|
表2 不同入口浓度情况下要求的最低除尘效率
|
不同步运行,也就是工艺设备运行时,电除尘器本身只起到类似沉降室的作用,污染物排放量急剧增加。假定该沉降室的除尘效率为50%,收尘装置不 同步污染物排放总量与同步运行时污染物排放总量相等时,不同步时间的百分比与除尘装置入口污染物浓度有关。当入口粉尘浓度为10、100、1000 g/Nm³时,不同步的时间分别为1%;0.1%;0.01%。水泥生产中除烘干磨O-sepa选粉机外,一般设备产生的粉尘浓度在100 g/Nm³左右,若收尘装置与工艺设备有千分之一不同步就能使不同步的粉尘排放总量与同步运行的排放总量相等。
(2)排放总量估算如下:
水泥窑正常工作时,出预热器粉尘浓度平均为60g/Nm³,气体温度320°,换算到标准状态下粉尘平均 标况浓度约为130 g/Nm³。当出现CO超标时,调整水泥窑系统,减少喂料量,假设可使预热器出口粉尘浓度下降一半,为65g/Nm³。增湿塔或冷却器使粉尘沉降 20%~40%,下面计算取40%;电除尘器电极不带电时其壳体作为沉降室,沉降率50%,这时排入大气的粉尘浓度为:
65X(1-0.4)(1-0.5)=19.5 g/Nm³
当环保标准允许排放浓度为100m g/Nm³时,生产中因CO超标而引起电除尘器被迫停电,所产生的粉尘浓度是允许排放浓度的195倍。即小时超标排放的粉尘量,等于195个小时正常生产 的粉尘达标排放总量。
根据对水泥生产中电除尘器运行情况的了解,大部分生产厂CO超标时间都在1%左右。部分超过2%,几乎每天都有1次以上超标排放。一般情况下认 为要使CO超标时间控制在0.5%以下比较困难。按CO超标时间0.5%计算,由于CO超标引起的电除尘器年超标排放总量与除尘器正常达标排放总量相当, 可见CO超标引起的粉尘排放总量相当惊人。
1.4 《新标准》对水泥回转窑尾除尘设备要求严格
《水泥工业大气污染物排放标准》“征求意见稿”曾规定“新建水泥生产线窑尾一律 采用布袋除尘器”,是考虑到电除尘器有一些难以克服的缺陷(如CO预警问题)造成不正常排放量很大,通常袋除尘器要好的多。从调研情况看,不排除电除尘器 能解决这一问题(如自控手段),以及开发出新形式的除尘设备。因此不再要求新建水泥窑一律采用布袋除尘器。
而工艺波动造成除尘器关闭,此时水泥窑需要调整运行(不能停止)所造成的非正常排放,电除尘器就很严重了。对这种不正常排放要控制。因此新标准 规定如下:新建水泥窑应保证在生产工艺波动情况下除尘装置仍能正常运转,禁止非正常排放。现有水泥窑采用的除尘装置,其相对于水泥窑通风机的年同步运转率 不得小于99%。
使用电除尘器,需安装现代化的自动测量与控制系统,进行精确、有效的工艺控制。保证电除尘器与水泥窑完全同步运行,实现起来难度很大。通常袋除 尘器在这方面有明显优势。
2 袋除尘器
袋除尘器是以织物纤维滤料采用过滤技术将空气中的固体颗粒进行分离的设备。目前主要有纤维过滤,膜过滤(表面覆膜)和 粉尘层过滤,具体表现为:筛分,惯性碰撞,扩散,重力沉降等综合作用。其作用机理为:(1)惯性捕集:颗粒物与风速都较大时,气流接近过滤材料因受阻而发 生绕流,颗粒物则由于惯性作用而脱离流线,直接与纤维碰撞而被捕集。(2)筛分捕集:当颗粒物的粒径大于过滤材料的孔径时,颗粒物无法通过而被捕 集。(3)扩散捕集:由于气体分子热运动对微粒的碰撞而产生的布朗运动线,从而撞击到纤维上被吸附,对于越小的微粒越显著,大于0.3µm的微粒其布朗运 动减弱,一般不足以靠布朗运动使其离开流线碰撞到纤维上。(4)重力沉降捕集:在过滤速度较小时,气体比较重的颗粒由于重力的作用而脱离流线,沉积在纤维 上。
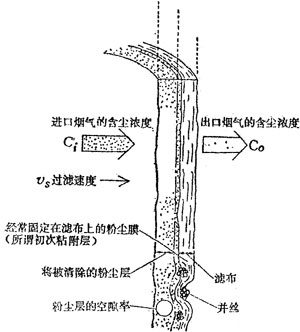 图5 |
图5表示在袋除尘器过滤过程中滤料的纵断面图。这是普通的化学纤维滤布,网孔为20~50微米,(使用短纤维如果考虑起毛的话,则为5~10微 米)。在过滤中,粉尘逐渐在滤布表面形成初始粘附层(也称粉尘架桥现象),它本身就起对粉尘的过滤作用。目前,国内外滤料表面覆膜过滤技术的应用,使袋除 尘器的过滤机理都有所改变。这种技术对微细粉尘有更高的捕集率,将粉尘阻留在滤料表面,更容易剥离。不用说1微米的尘粒,就是0.1微米的烟雾,也能获得 接近100%的除尘效率,国内生产的袋除尘器可达到99.99%的除尘效率,已趋近“零排放”。
2.1袋除尘器用于水泥回转窑除尘
2.1.1 烟气粉尘特性影响
(1)不受烟气比电阻影响,干燥烟气更利于袋除尘器。
(2)用于窑尾除尘有脱硫作用。烟气中SO2在过滤时与滤袋表面粉尘层中的钾、钠结合生成盐,脱硫80%左右。
(3)对窑工况烟气变化、波 动不敏感。尤其是窑系统煤燃烧不完全时导致的CO超标,袋除尘器可正常工作,不需对空排放(旁路)。
(4)降温方式多样。袋除尘器滤袋承受温 度一般在240~260°C左右,(最高允许温度在260~280℃)可以用增湿塔降温,但要求远没有电除尘器高。比如烟气只需降到260°C以下露点 50°C以上即可,其用水量不及电除尘器一半。袋除尘器降温还可用空气冷却器,尤其在北方缺水地区,还有水质不好的地区。
(5)袋除尘器在线 检修可保证与窑的同步运转率。
水泥回转窑窑尾用袋除尘器,也会因为滤袋损坏引起超标排放。水泥窑窑尾用袋除尘器都在10个袋室以上,断定破袋 所在位置从发现超标排放开始,检查一般需5~30分钟。目前,滤袋使用寿命均在一年以上,破袋仅在滤袋使用一年以后发生。查出破损滤袋所在袋室只要关闭该 袋室,对其更换即可,其余袋室仍可正常运行。一般关闭20%袋室不会影响工艺设备生产和除尘设施的除尘效率。及时发现滤袋损坏是减少超标排放量的关键,这 只能依靠在线连续检测设备的及时报警。一般认为:袋除尘器破袋,在少部分破损时即可被发现,其它滤袋还会起一定的作用,超标的排放量远小于电除尘器因CO 超标时的排放量。
(6)运行阻力问题。袋除尘器运行阻力较高(1000~1700Pa)超负荷通过能力较差,运行时阻力能耗比电除尘器大。对 窑不同工况变化,袋除尘器入口及本体易产生正压现象。
3 袋、电除尘器用于水泥回转窑投资及运行费用比较。
3.1 国内某大型环保企业做的比较(表3)
|
表3 电除尘器和袋收尘器总体经济对比表(单位:万元)
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
3.2 国内某设计院做的比较(3000t/d生产线)(表4)
|
表4 电除尘器和袋除尘器的费用比较
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3.3 合肥水泥研究设计院做的5000t/d袋、电工艺参数及投资、运行费用比较。
3.3.1 5000t/d袋、电收尘器选型及工艺参数(表5、表6)
|
表5 5000t/d袋收尘器选型及工艺参数
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
表6 5000t/d电收尘器选型及工艺参数
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3.3.2 5000t/d袋、电收尘器投资及运行费用比较
(1)设备一次性投资费用比较(表7)
|
表7 设备一次性投资费用比较(万元)
|
||||||||||||||||||||||||
(2)日常运行维护费用及电耗
①袋收尘器
a、滤袋更换费(按国产计算)
窑头、窑尾滤袋在正常使用条件下, 滤袋寿命为24个月以上,一套滤袋价格窑头袋收尘器:124万元;窑尾袋收尘器254万元。
年维护费用:窑头袋收尘器62万元,窑尾袋收尘器127万元。
b、电耗
风机阻力电耗(括号内数据指窑头):
空压机功率电耗:
7.5KW×50%(使用效率)=3.75KW
总电耗:
窑尾:431+3.75=435KW 窑头:295+3.75=299KW
②电收尘器
a.电收尘器正常情况下,每5年维护一次,一次性维护费用(极板整形、更换极丝等),窑头电收尘器需80万元,窑尾电收 尘器需120万元。每年窑头为16万元,窑尾24万元。
b.电耗(括号内数据指有别于窑尾的窑头收尘器数据)
风机阻力电耗:
高压整流器电耗:
3.2(2.0)A ×72KV×3×0.7×70%(使用效率)=338.6KW(211.7KW)
加热器电耗:
0.4KW/个 ×60(36)个=24KW(14.4)
振打减速电机:9KW(4.5KW)
总电耗:窑尾:129+338.6+24+9=500.6KW
窑头:89+211.7+14.4+4.5=319.6KW
(3)从以上数据可以定性地看出:
①随着高品质滤袋的使用,袋收尘器一次性投资一般比电收尘一次投资高20%左右,如果采用进口滤 料,则为50-60%;
②袋收尘器运行费用高于电收尘器;
③由于袋收尘器采用覆膜滤料,系统阻力有所降低,其电耗低于电收尘 器;④袋收尘器的排放浓度能够<10mg/Nm3,几乎为零排放。而电收尘器需在严格保证制造和安装质量的前提下,才能达 <50mg/Nm3。
袋除尘器技术近年来发展很快,高品质滤料国产化,设备结构设计日趋合理,袋收尘器的滤料品质、脉冲阀等配件质量不断提高。随着国家环保新标准的 提高,5000t/d以上生产线配套使用窑尾袋收尘器的越来越多,如合肥院为沙特NAJRAN水泥公司6000t/d熟料水泥生产线配套的袋收尘器风量达 160万m3/h;河南南阳、山东青州等6000t/d生产线均采用袋收尘器。
4 结束语:
随着世界各国环保要求的日益严格,排放标准的不断提高;在发达国家以袋收尘器替换电收尘器的数量越来越多,即使在发 展中国家也有这样的趋势。美国水泥厂控制污染标准是以高效袋收尘器的效率性能作为基础的,而电收尘器只是作为另一种可供选择的收尘器来考虑。我国随着水泥 新标准的实施,在一些环保要求高的地区,如北京、上海、广州及各个风景区,已有水泥厂将电收尘器改为袋收尘器(保留电收尘器壳体,内部结构换成袋收尘器的 结构)。但是,目前国内大型窑系统中袋收尘器采用的滤料绝大部分为进口滤料,因此带来了袋收尘的投资和维护费用大幅度上升的问题,所以尽快研制和开发出质 优、价廉并能够大量商业化生产的国产滤料,是袋收尘器技术发展的重要课题。解决好这一问题,将使袋收尘器在激烈的市场竞争中处于不败之地。

使用微信“扫一扫”功能添加“谷腾环保网”




