


LK在氧化沟工艺污水处理厂中的应用
氧化沟工艺为常见的污水处理工艺的一种。氧化沟又名氧化渠,因其构筑物呈封闭的环形沟渠而得名。它是活性污泥法的一种变型。因为污水和活性污泥在曝气渠道中不断循环流动,因此有人称其为“循环曝气池”、“无终端曝气池”。氧化沟的水力停留时间长,有机负荷低,其本质上属于延时曝气系统。
以和利时公司LK可编程控制器(PLC)为主的自动化控制系统应用于污水处理厂,完全能满足氧化沟污水处理工艺的要求,提供了一种高可靠性、低成本、更优化的控制方案。
LK可编程控制器(PLC)是和利时公司在总结十五年控制系统设计和几千套工程项目实施经验基础上推出的适用于中、高性能控制领域的产品,CPU模块中集成工业级处理器(主频可达533MHz),指令处理速度可达13ns。相对传统PLC而言,LK可编程控制器充分融合了DCS和PLC的优点,采用了高性能的模拟量处理技术、小型化的结构设计、开放的工业标准、通用的系统平台、使产品不仅具有强大的功能和卓越的性能,而且具有更高的可靠性、更佳的开放性和易用性。
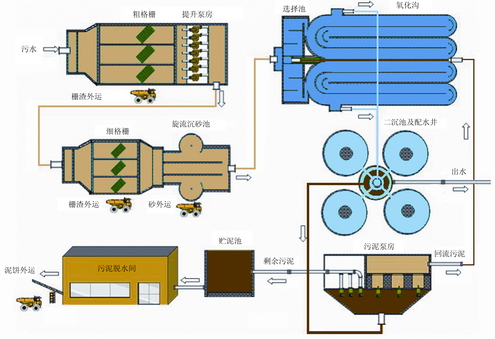 |
图1 氧化沟法工艺流程
自动化控制系统设计
整个系统由1个中央控制室、3个现场PLC控制站组成。现场PLC控制站,由可编程序控制器(PLC)系统及检测仪表组成,对污水处理厂各工艺过程进行分散控制;再由中央控制室(CCR),对全厂实行集中管理。中央控制室、PLC控制站之间的数据通讯采用高速的、实时的工业以太网,网络结构为环形,通讯速率为100Mbps,传输介质为光纤。中央控制站设于综合楼中控室;现场控制站设三个,分别位于进水泵房(1#PLC控制站)、鼓风机房(2#PLC控制站)、污泥浓缩脱水机房(3#PLC控制站),采用和利时公司LK系列PLC。
 |
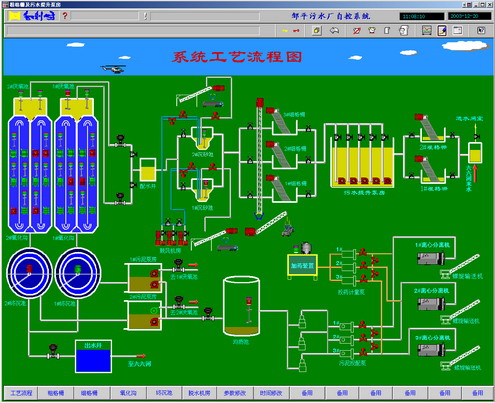
图2 自动化控制系统示意
全厂通讯网络分成二级,即第一级为中控/现场监控级,现场控制站至中央控制站采用工业以太网光纤环网;第二级为数据传输级,为现场控制站至设备控制箱的常规I/O电缆连接。
污水处理厂自动化控制系统控制方式设计为现场设备就地手动控制、自动化控制系统远程手动控制、自动化控制系统远程自动控制三种控制方式。三种方式的级别由高到低依次为就地手动控制、远程手动、远程自动。
工艺控制策略
•格栅控制
格栅控制采用时间控制和液位差控制两种模式。正常情况下,格栅根据预先设定的时间间隔及持续时间进行运行,当格栅前后的液位差大于设定值,则格栅除污机开始连续工作,直至液位差小到满足要求后,恢复正常的格栅除污机操作。
栅渣输送压榨机与格栅联动运行。
 |
•提升泵房
根据集水池液位自动控制变频调速泵的转速及水泵的开/停。根据集水池最低液位,自动停泵,实现泵的干运转保护。每一台泵的起动次数和总的运行小时数均衡。初始设定使每台泵的运转时间相等。控制系统监视泵的运行过程,如泵故障报警并自动投入备用泵。
•沉砂池及砂水分离机
 |
•氧化沟
 |
PLC根据各沟道的溶解氧测量值大小调节转碟的运行及其转速,并控制推进器刮泥桥的运行。
•回流及剩余污泥泵房
回流污泥泵的开停及运行时间由PLC根据生物池中检测的混合液浓度反馈控制。
•变电站
PLC不参与变电站的控制,通过RS485或其它接口与电站自动化监控系统通信。
•污泥浓缩池
污泥浓缩池搅拌器连续运行,由现场电气控制箱手动启停或由PLC控制。
•污泥脱水机房
污泥脱水机及其辅机由污泥脱水机控制箱控制,当污泥脱水机工作时,其污泥泵、加药装置、投配泵等联动运行。
•鼓风机房
鼓风机控制系统以气体信号为主控信号,氧化沟溶解氧信号为辅助信号,根据实际负荷的大小进行自动控制调节阀的开启度,达到控制出水水质的目的。每一台鼓风机的起动次数和总的运行小时数均衡。

使用微信“扫一扫”功能添加“谷腾环保网”




