


味精厂废水处理工程
味精厂在生产过程中产生的废水具有SO42-高、COD高、氨氮高和pH值低等特点。如采用厌氧+好氧工艺(如UASB+SBR等)处理,因废水中SO42-的大量存在,工艺将变得相当复杂,一次性投资很大。
南宁味精厂的生产废水高浓度废水的水质如下:COD为25000mg/L,NH3-N为10000mg/L,BOD5为13000mg/L,SO42-为45000mg/L,pH=1.5~3。
为避免原水中SO42-的影响采用好氧生物处理工艺,并以德国Claushtal工科大学物相传递研究所研制开发的HCR(High Performance Compact Reactor)为核心工艺,其流程如图1所示。
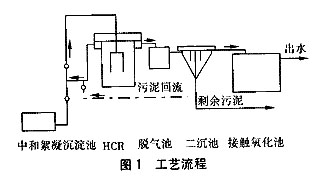 |
中和絮凝沉淀池、HCR、脱气池、二沉池、接触氧化池的有效容积分别为50、15、5、40、50L,HCR、接触氧化池的水力停留时间分别为(3~5)、(12~16)h,污泥停留时间为6~8h。
HCR反应器为两端封闭的圆柱形容器,顶部安装射流器并开有一排气孔。反应器的部分出水、絮凝沉淀池出水及回流污泥通过循环泵加压经管道混合后进入HCR顶部的射流器,形成高速射流,同时由于负压作用而吸入大量空气。射流器的两相喷头将吸入的空气切割成微小气泡,从而在其下方形成高速泵流剪切区。富含溶解氧的污水经导流桶流到反应器底部后又沿外桶壁向上反流,从而形成环流。在此过程中微气泡和活性污泥充分接触,获得了很好的传质效果(氧传输利用率高达50%)。
首先用石灰乳将废水pH值中和至6.5~8,然后加入PAFC(聚合氯化铝铁),絮凝沉淀0.5h(COD去除率为20%~30%)后上清液进入HCR。HCR出水经脱气池(主要脱去附着在活性污泥表面的CO2、空气等)脱气后进入沉淀池进行泥水分离,HCR可去除70%~80%的COD。沉淀池出水经接触氧化池处理后出水达到进入城市管网的排放要求。
结果及讨论
以桂林市第四污水厂的活性污泥作为种泥,经过培养驯化后投入HCR并启动处理系统。仅7dHCR系统的容积负荷就从4 kgCOD/(m3·d)升至15kgCOD(m3·d);18d以后容积负荷达到28.74kgCOD/(m3·d),且系统运行稳定。
污泥浓度与COD去除率关系见表2。
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
由表2可知,当HCR进水COD在5710~13800mg/L、活性污泥浓度在13~20g/L时,污泥浓度与容积负荷呈一定的正相关关系。此时微生物降解COD速度较快,对COD去除率较高。当污泥浓度<13g/L时,如果进水COD浓度高,由于微生物量太少,水中的COD不能被有效降解,使HCR去除COD的能力降低;而当污泥浓度>20g/L时,由于微生物量多,消耗氧气量大,此时要防止溶氧量不足而导致好氧生物死亡。因此,反应器内活性污泥浓度保持在13~20g/L为宜。
结论
① 味精厂废水可采用以HCR为核心的好氧生物方法进行处理。该工艺不需对其中的SO42-进行预处理,且容积负荷和污泥负荷都很高,COD去除率达93%以上,出水能达到进入城市管网的排放要求。
② HCR处理南宁味精厂废水所产生的剩余污泥中蛋白质含量较高,可回收作饲料蛋白,在治理污染的同时获得了显著的经济效益。
③ 该工艺技术上可行、设计紧凑、结构合理、占地面积少、水力停留时间较短。

使用微信“扫一扫”功能添加“谷腾环保网”




