


垃圾焚烧发电厂垃圾渗滤液处理工艺案列
1、引言
随着经济技术的发展和城市化进程的加快,传统的城市生活垃圾填埋处理受到越来越多的限制,根据城市生活垃圾处理无害化、减量化和资源化的基本原则,垃圾焚烧发电已成为近年来解决城市生活垃圾出路的一个新方向。目前国内对垃圾渗滤液处理工艺的研究大多停留在垃圾填埋厂渗滤液处理阶段。由于垃圾焚烧发电厂垃圾渗滤液与垃圾填埋厂渗滤液特点的差异,因而不能简单的套用。
2、垃圾焚烧发电厂垃圾渗滤液与垃圾填埋厂渗滤液的特点及比较
宁波枫林绿色能源开发有限公司(宁波垃圾焚烧发电厂)垃圾渗滤液与宁波某垃圾填埋厂垃圾渗滤液的水质特点见表一。
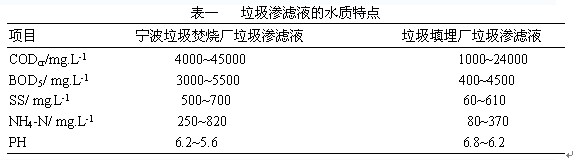 |
2.1 CODcr和BOD5
填埋厂垃圾渗滤液中CODcr平均浓度多在2500~5000 mg/L左右,BOD5平均浓度多在1450 ~2000mg/L左右,BOD5/ CODcr为0.50左右,可生化性一般。由于垃圾填埋厂一般是在露天,其污染物浓度受雨水影响较大,变化也较大。一般而言,CODcr、BOD5、BOD5/ CODcr随填埋厂的‘年龄’增长而降低,碱度含量则升高。
焚烧厂垃圾渗滤液中CODcr平均浓度高达10000~20000 mg/L,BOD5平均浓度高达3800~5000 mg/L,浓度相当高,焚烧厂垃圾渗滤液属原生渗滤液,大多是当天的垃圾渗滤液,未经厌氧发酵、水解、酸化过程,内含如苯、萘、菲等杂环芳烃化合物、多环芳烃、酚、醇类化合物、苯胺类化合物等难降解有机物。受雨水影响较填埋厂垃圾渗滤液小。BOD5/ CODcr为0.38左右,较填埋厂垃圾渗滤液可生化性更差。
2.2 氨氮含量高,重金属含量高
焚烧厂垃圾渗滤液中氨氮含量高,可生化性较差,常给生化处理带来一定的难度,采用厌氧处理后,渗滤液中一些难降解有机物被酸化水解成易于生化的小分子化合物,氨氮含量随着苯胺类化合物等的分解还会有一定程度的升高。垃圾渗滤液中铁、铅、锌、钙的浓度均较高,采用一套合适的工艺对处理效果致关重要。
3、处理工艺
我国现有城市垃圾填埋厂的垃圾渗滤液多采用厌氧加好氧生物处理工艺。据调查,已建成的渗滤液污水处理场普遍存在运行效果差现象。究其原因有两点:1、渗滤液进入污水处理场之前已经历了较长时期的厌氧发酵过程,再使用厌氧水解、酸化工艺已不适用。2、渗滤液中氨氮含量高,若采用一般活性污泥法处理工艺,不但降解氨氮效果较差,还存在污泥培养不起来或者培养好的污泥难以维持的现象。
综合我国垃圾填埋厂的垃圾渗滤液处理工艺及焚烧厂垃圾渗滤液的特点,我们采用如下工艺进行研究。
 |
3.1 工艺流程
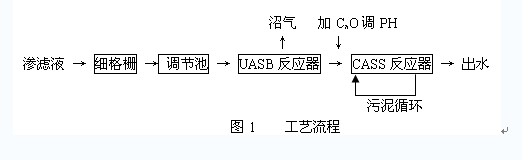
工艺流程见图1
3.2 工艺说明
垃圾渗滤液经过细格栅后,除去渗滤液中的悬浮物及漂浮物,进入调节池,经泵提升至UASB上流式厌氧反应器进行厌氧发酵,产生的沼气接至垃圾焚烧炉助燃,污泥脱水后填埋或焚烧,出水加CaO调碱度后自流进入CASS反应器。CASS是一种具有较好的脱氮除磷功能的循环间歇处理工艺,整个系统经历进水期、反应期、沉淀期、排水期和待机期5个阶段,而CASS反应器又分为三个区:一区为生物选择器,二区为兼氧区,三区为好氧区。出水流经生物选择器区,既可提高系统的稳定性,防止产生污泥膨涨,又可发生比较显著的反硝化作用。出水自生物选择器进入兼氧区和好氧区,该区主要完成降解有机物和硝化/反硝化过程。再经沉淀期后外排。
4、试验部分
4.1 试验方法
采用如图1的工艺流程在实验室小试。UASB反应器采用一聚氯乙烯柱改制,上设三相分离器,容积为5L。CASS反应器采用一长方形聚氯乙烯池,内设挡板,容积为5L。
4.2 试验用水
取自宁波垃圾焚烧厂垃圾渗滤液池出水,出水水质情况见表2。从表2可知,废水BOD5/ CODcr =0.335,可生化性较差。
 |
4.3 菌种的筛选及驯化
UASB反应器与CASS反应器内污泥分别取自宁波市污水处理厂厌氧池及好氧池污泥。驯化时先将垃圾渗滤液与生活污水逐步按1:10、1:6、1:3、1:1、2:1、4:1的比例配制成混合水进行阶梯式驯化污泥,直至进水全部为垃圾渗滤液,投入正常试验。在试验开始前,我们将CASS反应器内的活性污泥进行为期3个月的培养和驯化期,以驯化筛选和培养活性污泥中的高效脱氮菌,这是本工艺的关键。由于长期驯化的结果,CASS反应器内可以忍受1000 mg/L以上的高氨氮浓度进水,同时可以忍受重金属所带来的毒性。
4.4 分析项目和方法
CODcr、BOD5、 NH4-N和污泥浓度按《水和废水监测分析方法(第三版)》进行。
5、试验结果与讨论
5.1 UASB厌氧反应器试验结果
结果表明,当污泥浓度为7.5g/L,停留时间为48H时,CODcr去除率最高可达75.5%,BOD5去除率为56.5%,NH4-N浓度由于苯胺类化合物的分解有所增加。当容积负荷Nv达到5.0g/L.d后,产气量明显增多,由于产气量增多导致泡振、混掺现象使污泥处于一种很好的动态混合状态。由于UASB反应器的酸化水解,BOD5/ CODcr值明显改善,有利后续的生化处理。
UASB厌氧反应器出水见表3
 |
5.2 CASS反应器试验结果
我们根据CASS反应器内各因素对CODcr及NH4-N去除率的影响,确定沉淀时间、排水排泥时间、待机时间及反应期间PH,改变反应时间及污泥浓度,以确定CODcr及NH4-N的最佳去除效果。
5.2.1 PH值的确定
硝化反应是一个好碱过程,平均每硝化1 mg NH4-N需要7.07 mg碱度(以CaCO3计),硝化反应最适PH=7.5~8.5。因而在本实验中未作进一步研究,在废水中加CaO调节PH,控制CASS反应器内PH范围在7.5~8.5之间。
5.2.2反应时间对CODcr及NH4-N去除率的影响
在各影响因素中,反应时间为主要运行参数,反应时间的增加有利于CODcr和NH4-N的去除,根据程洁红等对SBR法处理垃圾填埋厂垃圾渗滤液的研究,在本试验中,暂定污泥浓度为5 g/L时,改变反应时间来检验CODcr及NH4-N去除率,结果见表4
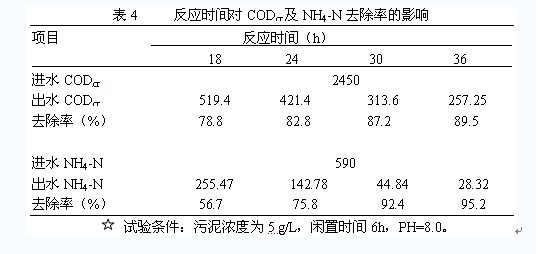 |
表4结果表明,在污泥浓度为5 g/L,闲置时间6h,PH=8.0的条件下,最佳反应时间为36h,CODcr去除率为89.5%,NH4-N去除率为95.2%。
5.2.3污泥浓度对CODcr及NH4-N去除率的影响
根据表4的试验结果,确定反应时间36h,闲置时间6h,PH=8.5的条件下,改变污泥浓度来观察CODcr及NH4-N的去除率,选定污泥浓度为3.5 g/L、5.0 g/L、6.5 g/L和8.0 g/L作为试验参数。结果见表5。
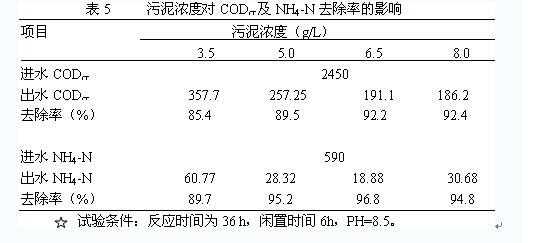 |
从表5可以看出,污泥浓度为8.0 g/L时,CODcr去除率最高,污泥浓度为6.5g/L时,NH4-N去除率最高,这说明污泥浓度的增加虽然能提高CODcr去除率,但随之溶解氧的需要量增加,而污泥量的增加使氧的传质困难,不能满足活性污泥的正常生长代谢的需要,处理效果反而不会提高。
6 结论
(1)采用UASB厌氧反应器-CASS反应器工艺经试验得到以下运行参数:
UASB厌氧反应器;。污泥浓度为7.5g/L,停留时间为48H。
CASS反应器:反应时间36h,闲置时间6h,PH=8.0,污泥浓度为6.5g/L。
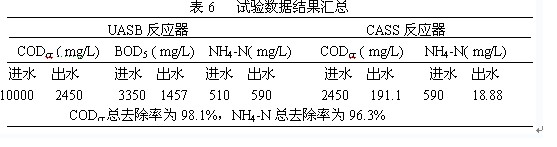
(2)垃圾渗滤液经上述工艺处理后的数据见表6。在最佳运行条件下,原垃圾渗滤液的CODcr和NH4-N分别从10000 mg/L和510 mg/L降到191.1 mg/L和18.88 mg/L,CODcr总去除率为98.1%,NH4-N总去除率为96.3%。表明该工艺可较好的处理焚烧厂垃圾渗滤液。
 |

使用微信“扫一扫”功能添加“谷腾环保网”




