


气浮-AB工艺处理食品加工废水工程案例
1 水质水量
某食品生产企业主要生产番茄制品、罐装饮料、利乐包饮料和方便面系列食品,废水主要来自来料加工过程的清洗废水。废水水量为50-120m3/d,设计水量定为120m3/d。废水在生产车间内部经旋转格栅和三级隔油设施后排出,根据厂方提供的资料,结合实验室测定,得到废水水质见表1。根据当地环保部门的要求,该企业污水排放要求达到GB8978-1996《污水综合排放标准》的二级标准方可排放。
|
2 废水处理工艺
2.1 工程特点
①该厂废水具有水量小,有机物和悬浮物浓度较高,排放水浓度、水量不均匀的特点,废水的主要成分属于可生化物降解有机物,对微生物无毒害与抑制作用,具有较好的可生化性。
②该工程要求工期紧,投资少。按甲方要求,在原有土建、水池基本不变的条件下,尽量利用已有池体,进行改造设计。
2.2 AB生化处理
AB法是吸附生物降解法的简称。它由污泥负荷率较高的A段和污泥负荷率较低的B段二级活性污泥系统串联组成,并分别有独立的污泥回流系统,和常规活性污泥法相比,AB法具有以下特点:①A,B两段有各自独特的微生物群体,所以处理效果稳定;②AB工艺对CODcr,BOD5,SS,N,P的去除率一般均高于常规活性污泥法;③A段负荷高达2-6kg[BOD5]/(kS[MLSS]·d),具有很强的抗冲击负荷能力,同时具有对pH值、有毒物影响的缓冲能力;④A段活性污泥吸附能力较强,能吸附污水中某些重金属、难降解有机物以及氮、磷等植物性营养物质。
本工艺生化处理采用AB法,通过吸附、絮凝、分解和沉淀等作用,以较低的能耗取得较高的处理效率,获得良好的出水水质。
2.3 处理工艺流程
废水处理工艺流程见图1
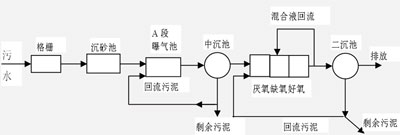 |
整个工艺中各部位排出的污泥通过污泥浓缩池浓缩和脱水处理系统处理后外运,污泥浓缩池上清液和脱水系统滤出液回系统处理。
3 构筑物主要设计参数
3.1 调节池
鉴于该处理站原有闲置水池,其平面尺寸为8.0mx3.8 m,有效水深1.95 m,有效储水容积为60m3。则可得到其水力停留时间为12h,满足对水量的调节要求,因此对该池进行改造即可利用作为本工艺的调节池。为防止污染物沉淀,达到水质均和作用,调节池采用空气搅拌。
3.2 气浮池
回流比为30%,设计水力停留时间为40min,该设备为一体化设备,总体尺寸为5.7m×4.6m,有效水深1.8 m。反应区投加聚合氯化铝(PAC),根据进水水质及出水水质调整加药量,投加量为40—60 mg/L。
3.3 AB活性污泥池
AB级有效停留时间为19.8h,A段设计负荷为2.2—2.7 kg[CODcr]/(m3·d),有效停留时间为8.2 h;B段设计负荷为0.08-0.38 kg[CODcr]/(m3·d),有效停留时间为11.6h。污泥回流比取150%。采用鼓风曝气,空气经平板式微孔曝气器进入水中,气水比为15:1。
3.4 污泥处置
AB两段产生的剩余污泥和气浮池浮渣一并排人污泥浓缩池,其有效容积为39m3,浓缩池出泥由压滤机压滤至泥饼,然后外运处置。
4 处理效果及技术经济指标
4.1 处理效果
本工程于2001年12月投入试运行,生化处理的菌种来源于该市河东污水处理厂,经过3个月的工程调试进入稳定运行状态,至今高效稳定。该市环境监测站对该厂生产废水进行了检测,结果表明:CODcr,SS,BOD5,NH3-N,动植物油等平均值均符合《污水综合排放标准》(GB8978-1996)有关规定。检测结果见表2。进出水的取样点分别为该处理站的进水口和出水口处。
表2 废水检测结果及评价
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
4.2 技术经济指标
废水处理工程主要技术经济指标见表3。
表3 主要技术经济指标
|
5 结论
采用混凝气浮-AB法组合工艺处理食品生产废水,经过工程实践运行表明,该工艺具有处理效果好,运行稳定等特点,将气浮法与生物法结合起来,对油的去除达到了更好的效果,其它各项污染指标也均可达到GB8978-1996《污水综合排放标准》的二级标准,是一种值得在该行业推广的水处理技术。

使用微信“扫一扫”功能添加“谷腾环保网”




