


螺压脱水机在本钢焦化厂的应用
本钢焦化厂年产焦炭360万t/a ,焦油加工量20万t/a及粗苯精制量6万t/a,全厂产生的废水量约180m3/h,采用AAO生物脱氮法处理污水。污水经预处理、生化反应及后混凝处理等工序后,产生的剩余污泥和混凝污泥合计14m3/h。我们应用螺压脱水机对这些污泥进行了脱水,取得了良好的效果。
1 螺压污泥脱水的工艺流程及特点
本钢焦化厂的生物脱氮工艺选用了2台污泥脱水机,单台能力5~10m3/h,并配套了污泥进料泵、全自动絮凝剂、加药装置、反冲洗水泵、电气自动控制柜等。
1.1 工艺流程
来自混凝沉淀池和二沉池的混合污泥进入污泥浓缩池浓缩后,送入污泥投配槽,污泥经螺杆输送泵注入絮凝反应器。絮凝剂由全自动絮凝剂装置制备,并通过加药泵混入污泥中,污泥管道中的混合器促使污泥、絮凝液充分混合。在絮凝反应器内装有垂直的楔形滤网,在静态水压的作用下达到预脱水的效果。反应器顶部的液位报警装置与污泥螺杆输送泵连锁,液位高时停泵。
在污泥压榨区,预脱水的污泥随着压力的增加,被进一步挤压脱水,在较小的压力下,也可达到较高的脱水能力。部分滤液的回流保证了过滤的最佳效果。污泥脱水流程见图1。
|
污泥脱水流程 |
1.2 螺压污泥脱水的特点
(1) 25°倾角设计和安装,顶部出料,固体滤渣直接进入螺旋输送机,节省了安装空间,且无底盘,可以达到较高的脱水效果,可控制固含率,可连续脱水。
(2) 污泥在脱水期间可根据输送螺杆的转数调整絮凝液量,滤网清洗系统可激活(长运行间隙)。使用管式絮凝反应器,絮凝液形成无切线压力,节省了絮凝液用量,并可根据絮凝效果及时调整加药量。部分滤液返回絮凝反应器,滤液较清,分离程度适宜,节省了絮凝剂。螺压脱水机可连续运行,全自动控制。絮凝液制备装置与加药泵一体化,经济实用。
2 污泥脱水药剂的选择和对比试验
为了观察不同药剂的污泥脱水效果,于2006年6月16~30日进行了污泥脱水试验。
2.1.试验过程
试验用污泥取自本钢焦化厂二沉池的回流活性污泥、污泥浓缩池后的混凝污泥(已经加了PFS药剂),絮凝剂采用德国进口的聚丙烯酰胺阳离子高分子絮凝剂。药剂浓度为0.1%的水溶液。
试验方法:分别量取搅拌均匀的泥样100mL,加入一定量的药剂,用勺背来回倾倒8~12次,观察泥样的絮凝效果。
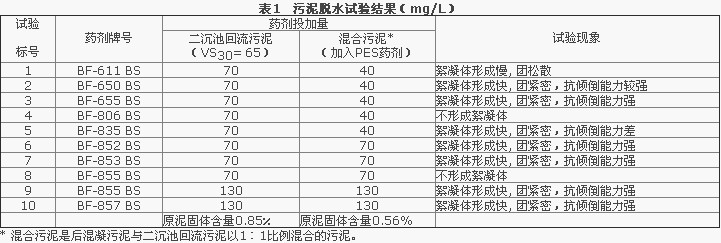
2.2 试验结果
污泥脱水试验的结果见表1。从表1可看出,BF-655BS、BF-650BS、BF-852BS、BF-855BS的处理效果较好。经脱水试验,现场污泥脱水采用进口的BF-655BS药剂。
 |
3 螺压脱水机的调试和运行
3.1 螺压脱水机的调试
首先进行加药的配比试验,然后检查脱水机各个进出口管道、阀门的密封性能、开关灵敏度,尤其是反冲洗和压缩空气管道上的电磁阀开关是否正常。控制柜与进料泵、加药装置、反冲洗水泵的连锁控制是否正常。检查反冲洗管喷头是否堵塞、进料泵管道是否畅通。一切正常后,开始进泥和进药。从絮凝反应器可观察絮凝体的状况,控制污泥螺杆泵的进料量,并随时调整加药量,同时调整脱水机的转速。观察出料口处的污泥性状是否正常,如污泥不成团或渣状,则需调整污泥脱水机的进料和加药量。
3.2 运行特点
螺压污泥脱水系统采用PLC自动控制,简单易操作,低噪声,无干扰,卫生状况好,操作现场整洁。自动化楔形滤网基本无需人工清洗,脱水后的泥饼含水率在78%~85%。
4 结论
焦化污泥中因有机物含量高、泥质细密、含水率高、不易脱水等特点,国内一般采用带式压滤机脱水,但连续运行成功的企业很少。螺压脱水机在本钢焦化厂污水处理系统的运行状况良好。通过现场调试,我们觉得实现焦化污泥脱水的关键在于絮凝药剂的选择和污泥配比试验、污泥脱水机的转速调节等方面。

使用微信“扫一扫”功能添加“谷腾环保网”




