


电镀废水处理工程应用
[摘要]南方某机械制造企业产生的电镀废水水体成分复杂,含有多种重金属、氰化物等,总排放量约1 500t/d, 通过氧化、还原、絮凝沉淀等技术分别对含氰、铬废水预处理,再混合酸碱重金属废水进行处理,使得重金属、氰化 物等获得较好的处理效果,出水达到《污水综合排放标准》(GB 8978— 1996)一级标准。
[关键词]电镀废水;重金属;含氰废水;含铬废水
南方某机械制造企业由于在机械加工生产时. 需对金属件表面进行电镀处理而产生了大量电镀废 水。其电镀废水成分比较复杂,其中含有大量各种 重金属离子、氰化物等,有些甚至属于致癌、致畸、致 突变的剧毒物质[i-3],如不经处理直接排放,将对受纳水体产生污染,甚至会危及人体生命。
1 项目概况
该企业电镀废水可分为含氰废水、含铬废水和 酸碱废水三部分。其中含氰废水主要来自氰化镀银、 氰化镀铜等镀后清洗工序.排放量为18 .主要污 染物为CN一,其质量浓度约30 mg/L,pH为8-11;含铬 废水主要来自镀铬、钝化等工序清洗水。排放量为 18 t/h,主要污染物为Cr6+,其质量浓度约为60 mg/L, pH为3~4:酸碱废水主要来自生产线的镀件酸碱前 处理、清洗工序及生产线电镀后清洗工序的跑、冒、 滴、漏及清槽排水,主要污染物为酸、碱、金属离子, 排放量为4O t/h。该废水COD 200 mg/L、Cu 30 mg/L、 Ni 3 mg/L、Zn 30 mg/L、pH为2~4。处理站设计处 理量为1 500 t/d,其中含氰废水和含铬废水由于毒 性较强,操作人员不当班时不开机,即操作人员每天工作两班,操作时间15 h,能够保证该系统正常运 行。最终,含铬废水和含氰废水总处理量均为270 fd。 酸碱废水为普通性质废水。该系统设定为24 h运 行。操作人员不当班时,仅保证药剂储量即可,不必 关闭该系统,总处理量为960 t/d。总设计处理量 l 500 dd可满足上述废水的处理要求。废水经处理 后,执行《污水综合排放标准》(GB 8978-1996)中 的一级标准,即Ni ≤1.0 mg/L.Cr6 ≤O.5 mg/L,总 Cr≤ 1.5 m ,pH 6-9,COD≤ 100 mg/L,SS≤ 70 mg/L, Zn ≤2.0 mgm ,Cun≤0.5 mgm ,CN一≤0.5 mg/L。
2 工艺流程
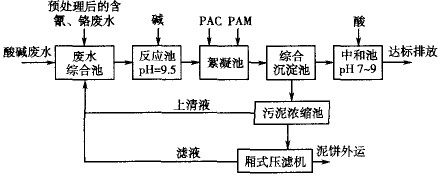
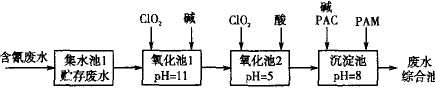
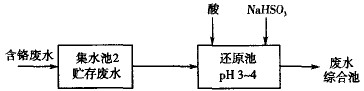
根据实际废水特征及处理要求。本工程设计采 用的处理工艺见图1。含氰、含铬废水分别进行预处 理,预处理工艺见图2、图3。预处理后的含铬、含氰 废水排人废水综合池中与酸碱废水混合。将混合废 水泵至碱化反应池加碱调节pH=9.5后,流至絮凝 池进行絮凝反应,反应完成后排至沉淀池中沉淀,出 水经调节pH后排放。沉淀污泥送人厢式压滤机脱 水,泥饼外运,滤液返回废水综合池。
 |
| 图1 电镀废水处理工艺 |
 |
| 图2 含氰废水预处理工艺 |
 |
| 图3 含铬废水预处理工艺 |
3 主要构筑物
3.1 含氰废水处理
(1)集水池l。集水池1用于贮存含氰废水,其 尺寸为6 000 mm~l1 000 minx2 600 mm,有效高度 为2.10 m,容积为138.6 m 。HRT=7.7 h,采用地下式 钢砼结构。
(2)氧化池。共2座,采用两级氧化法去除废水中 的氰污染。每座氧化池的尺寸为1 500 mm~l 750mmX 2 400mm,有效高度为2.00 m,容积为5 m ,HRT=17min 采用地上式钢砼结构。
(3)混凝池。向混凝池中投加碱、PAC、PAM帮助 悬浮物沉淀。混凝池的尺寸为1 500 mm~2 000 mm~ 2 400 mm,有效高度为2.00 m,容积为6 m ,HRT= 20 min,采用地上式钢砼结构。PAC、PAM 的投加量 通过实验确定。
(4)沉淀池。采用竖流沉淀池,该池为矩形结 构。以保证出水SS浓度低,可确保出水各项指标达 到排放标准。沉淀池的尺寸为4 000 minx4 000 mmX 5 000 mm,有效高度为2 m,有效容积为64 m , HRT=3.5 h,表面负荷为0.5 m3/(m ·h),采用半地下 式钢砼结构。
4 系统处理效果及讨论
5 投资与运行费用
6 小结
详细内容请查看附件部分:

使用微信“扫一扫”功能添加“谷腾环保网”
如果需要了解更加详细的内容,请点击下载  电镀废水处理工程应用.rar
电镀废水处理工程应用.rar
下载该附件请登录,如果还不是本网会员,请先注册




