


电镀废水处理技术工程应用实践
摘要:针对电镀废水的特点,根据清污分流、先预处理再综合处理的原则进行合理的细化分类,对不同的水质进行分类物化处理。该处理技术具有工艺合理、可操作性好、自动化程度高等优点,处理后出水水质达到广东省《水污染物排放限值》(DB44/26—2001)二级标准。
关键词:电镀废水,废水分类,预处理,物化处理
1 前言
电镀是将金属通过电解方法镀到制品表面的过程。电镀废水主要来源于电镀生产过程中的前处理中的除油酸洗、镀件清洗、电镀废液及槽液的跑、冒、滴、漏等,废水中的污染物主要有酸、碱、重金属离子及其它有毒物质等,成分复杂,而且处理难度较大[卜 。如随意排放或处理不当,会造成严重的环境污染。为此,对电镀废水进行有效处理已成为每个生产企业的艰巨任务。下面以伊高得表面处理 (深圳)有限责任公司为例,对电镀废水处理技术工程实践进行介绍。
2 废水水质水量及排放标准
伊高得表面处理(深圳)有限责任公司位于深圳市宝安区沙井镇,主要生产五金配件(含镀铜、镀镍、镀铬、镀金等工序),年生产量为200万件。根据该厂生产废水的特点及水质情况分析,我们经过仔细考察及深入研究,根据清污分流、先预处理再综合处理的原则,将该厂的生产废水分为以下三类:(1)含氰废水;(2)含铬废水;(3)酸碱综合废水。含氰废水和含铬废水分别经过预处理后并入酸碱综合废水进一步处理。高浓度生产废液(主要包括废工艺溶液、废电镀液等)由厂方单独收集贮存后再送交有资质的处理单位(如深圳市危险废物处理站)进行处理或资源化回收利用。低浓度生产废水排放总量为130m3/d,每天按运行8h设计。废水经处理后,执行广东省<水污染物排放限值> (DB44/26—2001)二级标准。原水水质水量及排放标准见表1。
 |
3 处理工艺
3.1 含氰废水预处理
含氰废水主要来自含氰电镀工序。废水中的重金属以稳定的络合物形态存在。而且废水中还有过量的NaCN或KCN。氰络合物不仅难于生成氢氧化物沉淀分离,而且过量的CN一会造成严重环境污染。因此,含氰废水的处理必须先进行破CN一预处理。目前,含氰废水的处理广泛采用碱性氯化法Ls j,即在碱性条件下,投入氧化剂将氰根离子通过二级氧化反应生成CO2和N2,从而达到去除氰根离子的目的。本处理系统采用投加NaCIO氧化剂,将废水中的CN-经过二级氧化反应生成Co2和N2,从而去除CN-。主要化学反应:(1)一级氧化反应 (局部氧化):①CN一+CIO一+H2O—CNCI+20H一; ② CNCI+20H一一CNO一+Cl一+H2O(反应条件:pH =10.0 l1.5;0liP=300 350mV);(2)二级氧化反应(氰酸盐CNO一完全氧化):2CNO一+3C10一+H20 —2co2十+N’十+3C1一+20H一(反应条件:pH=8.0 8.5;ORP=650mY)。含氰废水破氰处理完全时,理论投药量为m(CN一):m(NaCIO)=1:7.15(重量比),实际投药量约为m(CN一):m(№aO)=1:8(重量比),根据现场调试确定。经过上述破氰预处理后的含氰废水(CN一<0.5mg/L)再排入酸碱综合废水调节池中,与酸碱综合废水混合后一起处理,在碱性条件下进一步去除废水中的重金属离子。含氰废水预处理工艺流程见图1。
 |
3.2 含铬废水预处理
含铬废水主要来自镀铬、钝化工序。该废水中主要含有Cr6+离子,以Cr042一、Cr207 一形式存在,毒性大。由于Cr6 离子既不生成氢氧化物沉淀也不生成硫化物沉淀,必须单独进行预处理。先将Cr6+ 离子还原成Cr3+ 离子,然后再并入酸碱综合废水处理系统中,在碱性条件下与其它废水混合处理后达标排放(生成Cr(OH)3沉淀)。本处理系统采用投加亚硫酸氢钠(NariS03)还原剂,在酸性条件下将 Cr6 还原成CI3 ,主要化学反应:Cr2O7 -+5H + 3HSO3一一2Cr3+ + 3S042一+4H20(反应条件:pH= 2.5-3.0;ORP:250-300mV)。加药时还原剂NaH— S03必须采用湿投(质量分数一般为5% 10%),理论投药量为m(Cr6+ ):m(NaHSO3)=1:3.16(重量比),实际投药量约为m(Cr6+ ):m(NaHSO3)=1:(4- 8)(重量比),根据现场调试确定。经过上述还原预处理后的含铬废水(Cr6+ <0.5mg/L)再排入酸碱综合废水调节池中,与其它酸碱废水混合后一起处理,在碱性条件下进一步去除废水中的金属离子Cr3+。含铬废水预处理工艺流程见图2。
 |
3.3 酸碱综合废水处理
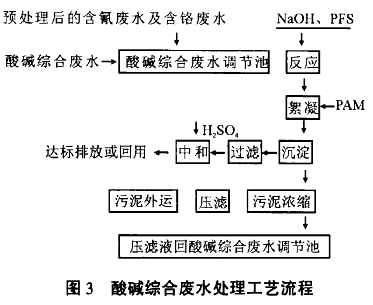
酸碱综合废水主要来自镀件清洗水,呈酸性,水量最大,是电镀废水的主要来源。废水中主要含有 Cu2 、Ni2 等重金属离子,这些重金属离子以游离态形式存在于废水中。通过调节废水pH值(9—10),添加絮凝剂、助凝剂,使之形成氢氧化物沉淀,经过固液分离可除去Cu2 、Ni 等重金属离子,最后经砂滤器过滤及中和池调节pH值(6—9)使废水达标排放。另外,预处理后的含氰废水及含铬废水也并入酸碱综合废水处理系统中进一步处理。主要化学反应:Cu2+ + 20H- 一> Cu(OH)2; Ni2+ + 20H-一>Ni(OH)2;Cr3+ + 3OH-=2Cr(OH)3 ; H+ + OH- 一> H20。酸碱综合废水处理工艺流程见图3。
 |
4 处理效果
该废水处理工程于2002年10月投入运行以来,设施运转正常,处理效果良好,出水水质稳定达标。经深圳市环境监测站验收监测(监测数据合格率见表2),排放水达到广东省《水污染物排放限值》 (DB44/26—2001)第一时段二级标准,达到环保验收要求。工程于2003年2月正式通过深圳市环保局组织的竣工验收。
 |
5 工程特点
本工程主要有以下特点:(1)严格将各类废水分类收集,分别进行处理(含氰废水及含铬废水经过预处理后再并人酸碱综合废水进一步处理)。主流程设计思路缜密、可操作性良好、工艺合理、配套设施完善,达到了预期的设计目标。(2)酸碱综合废水沉淀池采用竖流式沉淀池,造价相对较低,布水均匀,污泥含水率低,而且排泥简单效果好。克服了斜板沉淀池一系列缺点:如斜板上容易集泥、排泥不畅、斜板要定期更换、运行维护费用高等。(3)调节池、反应池、沉淀池等尽量选用土建混凝土构筑物(内衬防腐),投资低,使用寿命长,维护费用低。(4)工程另外设计了一座废水应急收集池,以防设备故障时应急使用,避免环境污染。(5)自动化程度高,运行可靠,管理方便。工程采用计算机集散控制系统,水泵自动启闭,加药量自动调整 J。各种工艺控制参数和机泵运行状态均能自动显示在主控制屏上,故障自动报警,便于管理及维护。另外,加药计量泵、 pI-I/ORP计及C0D在线检测仪器均为原装进1:3,确保控制系统精确可靠。(6)处理费用低。药品和运行费用平均在1.0—1.5元/m3废水之间(不计设备、土建折旧和人工费)。(7)生产废水经处理达标后,可部分回用至对水质要求不太高的生产清洗工序或作为生活杂用水(如冲厕、绿化等),节约水资源,降低生产成本,减少污染物总排放量。
6 结论
针对电镀废水组成复杂、成分多变的特点,根据清污分流、先预处理再综合处理的原则进行合理的细化分类,对不同的水质进行分类物化处理。该处理工艺具有技术合理、可操作性好、自动化程度高、投资少、运行维护费用低等优点,处理后出水水质达到广东省《水污染物排放限值》(DB44/26—2001)二级标准,值得在类似废水处理工程中推广应用。

使用微信“扫一扫”功能添加“谷腾环保网”




