


冷轧废水源头总量控制实践
摘要:污染物捧放从浓度控制转变到总量控制。是国家推行可持续发展战略的重要措施之一。实行总量控制是企业对污染物捧放管理由定性管理转为定量管理,由低层次转向高层次管理的一大转变。宝钢股份冷轧厂率先开展废水源头总量控制试点.其目的是通过管理手段来达到减少和控制污染物捧放量。本文介绍了宝钢股份冷轧厂在推进冷轧废水源头总量控制方面的经验和方法,对主要机组排放废水实行“源头总量控制”,并取得了一定的成绩.供企业在污染物捧放总量控制管理上参考。
1 前言
长期以来,浓度控制在我国的水环境管理中起到了积极的作用。但也存在一些自身难以克服的弊端。例如不利于企业节约资源、能源和节约用水,不利于提高排污单位治理污染的积极性,不能使环境质量得以有效地改善等。多年来的实践证明,单纯浓度达标并不意味着环境质量的达标,单纯浓度控制模式已不能满足我国当前环境的要求。为控制某一区域(流域)的环境质量就必须对污染物的排放总量进行控制。
目前宝钢冷轧厂占宝钢外排废水50%以上。另外,冷轧厂多为若干机组组成,各机组产生的污染物具有明显的特征,如 是热镀锌、电镀锌、电镀锡、彩涂等机组在钝化过程产生的;油一般来自轧制及脱脂过程。所以,相比与冶金行业其他生产工序,在建立吨钢与污染物排放量的关系上,即总量控制及生产全过程管理上,有一定的可操作性。故率先在冷轧开展废水源头总量控制试点。其目的是通过管理手段来达到减少和控制污染物排放量。控制好冷轧废水排放。可以分二步进行,一是提高冷轧废水处理的能力,将冷轧各机组来水的废水处理至达标排放;二是做好各生产分厂废水管理,从源头上控制排放浓度和数量。搞好“冷轧废水源头总量控制”,就是突出“防”字,在“防”的问题上下功夫,以减少后续工序—— 废水处理站“治” 的方面的压力。
宝钢冷轧厂污染治理到污染预防的战略转变见图1。
 |
1.1 冷轧废水总量控制意义
(1)将污染物控制在源头,变末端治理为源头控制,减轻废水站压力,利于废水达标排放;
(2)可以节约资源、减少浪费、提高水的利用率,减少产品成本中环境成本的支出;
(3)加快环保产品、工艺发展步伐,适应国际市场的竞争;
(4)采用总量控制管理。用量化指标对各机组废水排放进行考评,以提高员工的管理技术和环保意识;
(5)适应环保法律法规要求,进一步提高排污达标率,逐步消减排污总量。
1.2 总量控制目标
(1)通过冷轧废水源头控制工作,使来水的波动大为减少。对于00D的波动(以酸碱工作槽为例),原来进水 )的波动从100~ 450 mg/L减少至120~220mg/L,大大改善废水站抗冲击能力不强特性。
(2)通过排放总量的控制。结合机组吨钢工序能耗的管理,使机组操作与管理者意识到,节水同样也可以减少总量的排放。同时,机组废水排放量的减少也有利于废水处理质量的提高。
2 冷轧废水特点与处理难点
2.1 冷轧废水特点
(1)废水的种类多、成本复杂。除含有酸、碱、油、乳化液和少量机械杂质外。还含有大量的金属盐类。此外,还含有重金属离子和有机成分。
(2)废水排放量与成分变化大。由于冷轧厂各机组产量、生产能力和作业率的不同,使集中处理的冷轧废水量及废水成分波动很大。 (3)冷轧废水的特点决定了废水COD 含量。通常碱性脱脂废水COD:150~ 7 000 mg/L。PSA:200~30 000mg/L,含油水、含铬废水、酸性水等COD:50~35 000mg/L。
2.2 冷轧废水处理难点
(1)冷轧废水问题其原因是冷轧生产的飞速发展,废水量增长较快,废水中不断增加和变化的各类物质(有机物、金属离子等)已与原设计处理工艺矛盾日益突出。废水处理的工艺落后。跟不上冷轧产品发展需要所造成的。
(2)冷轧废水处理难点具体表现在废水处理稳定性差。排放的废水成分复杂、浓度变化大而废水站抗冲击能力不强。特别是排放水中COD因子波动较大。并可能出现超标现象。
3 冷轧废水总量控制方法
3.1 健全组织机构和管理体制
成立冷轧厂废水管理推进小组。管理者参与这项工作,才能推进这项工作开展;提供必要的资源。才能保证这项工作顺利实施;负责改进的决策工作。做好考评工作和奖罚工作。
成立冷轧厂废水管理工作检查小组。现场检查,发现问题,提出整改,改进建议;环境污染事故确认和调查,提出处理意见;推进源头管理,从资源、能耗和污染物排放上约束生产方做好管理工作。
3.2 控制标准的制定
3.2.1 主要机组排放废水控制指标的选择
(1)排放量大、排放浓度高、连续排放的;
(2)通过现场取样和分析及水量统计等,列出19个废水坑作为总量控制点。其中有 3种废水仅考察排放流量。
3.2.2 由排放水量和浓度构成废水的总量
(1)排水量控制可减少水资源的消耗(浪费),同时防止刻意降低废水排放浓度而大量使用水资源;
(2)浓度控制是最直接有效降低总量的手段,可减少废水处理站的冲击负荷.提高处理效果。由于冷轧废水的特点和难点,决定了冷轧废水的浓度以COD浓度作为控制指标。
3.2.3 指标的制定
(1)班排水量标准是4~8月份统计数值,在平均值基础上适当进行增加5%左右;
(2)COD标准是7~8月份现场取样检测统计数值,控制在平均值上,但排除了极端值。
3.2.4 制定总量控制参数
3.3 总量控制的数据与利用
(1)每天以班为单位对排放水量进行统计。充分利用计量仪表、传输网络和能源管理计算机的优势。将遍布全厂废水流量计监测的数据通过能源管理计算机。生成班报表;
(2)对受控机组的废水坑,废水站派专人取样。每天3次。将上一天中夜班和当天早班的水样采集后由专人负责分析检测;
(3)在数据结果出来后,输入电脑生成报表。完成一天(3班)总量控制报表。主要机组废水流量、COD浓度和COD总量控制参数见附表。
 |
(4)当天下午在冷轧厂网站能源管理快讯上公布,供机组相关人员参考;
(5)机组相关人员可以通过网络查看过去一天中COD总量,以及排放水量和浓度等指标。知道自己的生产活动与废水排放的指标有哪些关联,关联度如何;
(6)机组相关人员可以通过数据指标分析,安排生产与调整作业活动,控制废水的排放总量。通过攻关、自主管理等进一步减少废水排放总量,持续改进和良性循环。
3.4 废水源头控制的具体措施
(1)对机组耗水量统计超标20% 以上的机组,要求机组降低水的耗量,减少废水排放数量;
(2)组织能源与环保检查组到现场检查,同时机组工艺与设备人员自我查找原因。对查出的跑冒滴漏现象进行整改;
(3)对机组工艺改进,如冲洗方式改变、水的串接使用等。对辊子轴封、挤干辊维护,减少运行中溶液的带出量;
(4)异常排放和定修废水排放控制,减少冲击负荷对废水站影响。生产机组与废水站按照废水排放管理文件要求,通过异常排放审批制度来管理。对高浓度废水,有效切换至调节槽缓慢处理;
(5)要求机组如对待生产一样来抓废水管理。冷轧厂能介车间作为管理部门对生产机组废水排放进行考评,与生产分厂的绩效管理挂钩。
3.5 总量控制产生的效果
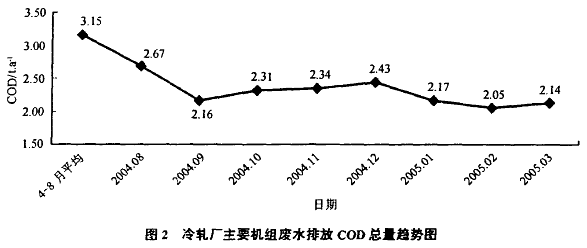
自开始实簏废水管理(废水源头总量控制)以来,通过流量统计和COD检测,所考察的机组废水排放COD总量明显下降,见图2。
 |
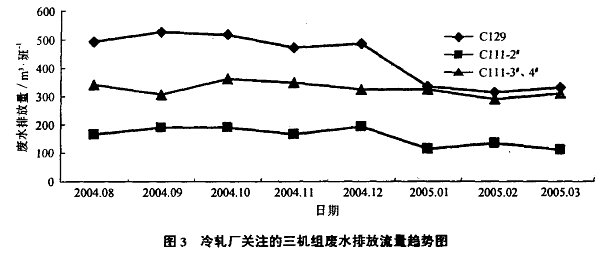
对单列的3条废水流量控制机组,其排放量也明显下降,见图3。
 |
总量控制实麓前后一年来,废水站最终排放COD检测浓度数据分布,见图4(标准 COD<100 mg/L)。
 |
4 结束语
当前,国家的法律法规不断完善,污染物排放总量将持续消减,迫使生产企业走可持续发展这条唯一的道路。所面临的问题是如何处理好环境保护和经济可持续发展的矛盾。冷轧厂废水排放总量控制工作还处于刚起步阶段,多项工作还在探索中。在总量控制的检测过程中,由于目前COD在线分析仪表在实际使用过程中还存在问题。而采用人工分析在时间上滞后性较大。目前的总量控制仅仅以事后分析为主,要做到即时监控,还有很长路要走。但是,通过此项工作对总量控制的意义有了深刻的认识,做好这项工作,必将对今后的环境保护工作产生深刻的影响。

使用微信“扫一扫”功能添加“谷腾环保网”




