


抗生素生产工业废水处理
摘要:采用UBF+CAS系统对医药生产废水进行了处理,工程实践表明,UBF+CAS系统对医药生产废水处理效果较好,运行稳定,大幅度削减了废水中的有机物含量,废水COD总去除率超过96% ,排放出水符合国家污水综合排放标准(GB8978—1996)的要求。
关键词:医药废水,厌氧复合床反应器,循环活性污泥法
天方药业是集原料生产、制剂加工、经营贸易、科研开发为一体的综合性大型医药企业,每年生产乙酰螺旋霉素、欧典螺旋霉素、红霉素、硫氰酸红霉素、柱晶白霉素、麦白霉素等抗生素原料药800吨,各种制剂200多种年产值10亿元,这些产品生产过程中产生了大量的高浓度有机废水,为了高效率处理这些废水,做到达标排放,我们通过多方努力,艰苦探索,做了大量的小试、中试,发现厌氧复合床反应器和循环活性污泥法处理这些废水效果较好,并投入巨资进行了污水处理工程建设,几年来的工程运行结果证明,厌氧复合床反应器和循环活性污泥法联合处理医药废水系统运行平稳,处理效率高 (COD去除率超过9§ ),耐受冲击负荷能力强,处理后废水稳定达标排放。是处理高浓度医药生产有机废水的理想工艺。
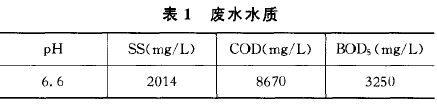
1 废水水质及水量
我公司药品生产有发酵、提取、化学合成等工序,生产原材料除了农副产品以外,还有大量的有机溶剂等,每天废水产生量6000m ,处理难度较大 。混合废水水质见表1。
 |
2 工艺流程及特点
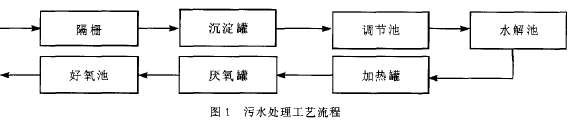
2.1 工艺流程
由于废水成分复杂,COD浓度高,处理难度大,为了工程的可靠性和设计的合理性,根据小试、中试研究结果以及工程经验,确定的处理工艺流程见图1。
 |
2.2 工艺特点
本废水处理工程由预处理系统(包括隔栅、沉淀池、调节池)、厌氧生物处理系统(包括水解酸化池、厌氧罐)和好氧生物处理系统组成,工艺特点为:
(1)隔栅采用机械回转式隔栅,可以除去废水中所含有的固体杂物,防止后续管道和水泵堵塞。
(2)沉淀池采用竖流式沉淀池,靠重力作用使废水中的颗粒悬浮物沉降以去除废水中残留的悬浮物。
(3)调节池设有回流泵,能不断促进调节池内废水自身循环,具有均化水质水量的作用,为后续的生物处理创造十分有利的条件,有效地提高生物处理系统的可靠性和运行的稳定性。
(4)水解酸化池 在工程应用中可以把厌氧消化过程分为两个阶段,~2,33第一阶段是酸性发酵阶段,有机物在水解产酸细菌的作用下分解成脂肪酸及其它产物;第二阶段是甲烷化发酵阶段,脂肪酸在产甲烷细菌的作用下转化成CH 和CO:等产物,酸化水解池作为厌氧折流板反应器,为钢筋混凝土结构,1座分2组,每组分3格,每格下部为锥形斗,锥形斗底部设有排泥循环管,可以排出剩余污泥和进行污泥回流,每格下流区和上流区的容积比为1: 3,第3格在上流区上部设有2m 高的弹性立体填料,既扩大了反应器容积、改善水流状态和传质效果,又有利于强化沉淀效果及阻止污泥流失,废水中有一些对生化反应具有抑制作用的部分残留的药品组分和难降解的大分子物质,废水进入水解酸化反应器,多种水解菌能够把大分子有机物转化为小分子有机物,消除残留药品的毒性,提高废水的可生化性,经过酸性发酵的废水再进入UBF能够进行正常的甲烷发酵。
(5)加热罐:采用50m 高位不锈钢罐,罐底高度为17m,水温较低时在罐内用蒸汽对废水进行加热,保持厌氧罐进水温度为30—35℃ ,罐内废水靠高位落差流入厌氧罐,保证了进水水流平稳和压力恒定。
(6)厌氧复合床反应器:UASB+AF(UBF)是近年来开发的新型复合型厌氧生物反应器,兼有上流式厌氧污泥床UASB和厌氧滤池AF的优点。
反应器中能够形成颗粒污泥和生物膜组成的厌氧生物系统,具有容积负荷和有机物去除率高,耐冲击能力强,运行稳定的特性 ],我们使用的厌氧复合床反应器为钢结构,反应器直径8m,高12m,底部为布水区,布水区上部为厌氧颗粒污泥床,在反应器的中部设有2m 高的生物厌氧滤器,在顶部为三相分离器和排水装置。厌氧罐外壁涂有4mm厚的硅酸盐胶泥以维持罐内温度,使产乙酸菌和产甲烷菌在最佳环境温度进行代谢并充分降解有机物,提高了处理设备单位容积的生物量和生物种类;改善了反应器中的水力条件,强化了反应器中微生物与基质之间的传质作用,加速有机底物从废水中向微生物细胞的传递过程;创造良好的微生物生长环境,改善微生物群体的生长状态,增强微生物生态系统的稳定性。
(7)好氧生物处理:采用循环活性污泥系统 (CAS),CAS是利用活性污泥基质积累再生理论[5],将生物选择器与间歇式活性污泥法加以有机结合研究开发的新型高效好氧生物处理技术。CAS 主要具有以下特征:根据生物选择性原理,利用位于反应器前端的预反应区作为生物选择器对进水中有机物进行快速吸附及吸收作用,提高了处理效率,增强了系统运行的稳定性;可变容积的运行提高了系统对水质水量变化的适应性和操作的灵活性;根据生物反应动力学原理,使废水在反应器内的流动呈现出整体推流而在不同区域内为完全混合的复杂流态,不仅保证了稳定的处理效果,而且提高了容积利用率;通过对生物反应速率的控制,使反应器以好氧、缺氧、厌氧周期循环运行,微生物种类多,生化作用强,运行费用低。
我们采用两组CAS反应器,每个池尺寸为长 37m宽10m高5m,其中预反应区长度7m,底部曝气采用折流板曝气器。
3 工程运行效果
实践证明,采用UBF+CAS工艺处理我厂废水效果较好,COD和其他污染物去除率高,经环保部门监测,各项污染物排放浓度都低于规定的排放标准,监测结果见表3。
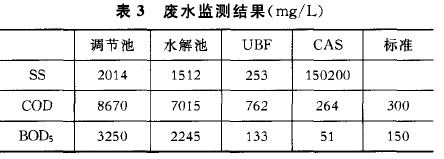 |
由表3可以看出,采用UBF+CASS工艺处理医药及淀粉生产废水,处理效率高,好氧出水能稳定达标排放,是非常理想的处理工艺。
4 工程运行经济分析
本污水处理系统工程总投资为4336万元,电耗:总装机容量280kW,每年耗电280×24×365 = 2452800度,电费单价0.47元/度,每年电费115万元;蒸汽:18000吨/年×72元/吨一130万元;药剂: 18吨/年×36000元/吨一64.8万元;工资:35人× 10000元/年x人一35万元;自来水:36万吨/年x2 元/吨一72万元,以上合计费用416.8万元,除去折旧费外,吨水处理费用为416.8万元/(6000吨/日 ×365日)一1.9元/吨。
参考文献:
[1] 杨军,陆正禹等.抗生素工业废水生物处理技术的现状与展望 [J].环境科学.1997,18(3):27.
[2] 贺延龄.废水的厌氧生物处理[M].北京:中国轻工业出版社. 1998.
[3] 俞汉青,顾国维.两相厌氧工艺应用的述评[J].给水排水, 1993,7.
[4] 陈业钢,祁佩时.复合厌氧反应器的生产性快速启动研究[J].给水排水,2002,28(11):8.
[5] 孙剑辉,闰怡新.循环式活性污泥法的工艺特性及其应用[J].工业水处理,2003,23(5):5—8.

使用微信“扫一扫”功能添加“谷腾环保网”




