


制药废水处理工艺案例分析
摘要:采用预处理-水解-厌氧-缺氧- 好氧工艺,对制药废水进行处理,运行稳定,COD 总去除率>98%,排出水COD<300 mg·L-1。曝气池COD容积负荷2.0 kg·m-3·d-1,溶解氧浓度3.2 mg·L-1。每m3废水处理实际运行费用为1.3元。废水的电导率、COD与吸光度之间呈正相关性,可用吸光度或电导率的观测替代COD的观测。
关键词:制药废水处理,生化处理,吸光度,电导率
制药废水是较难处理的工业废水之一。传统的处理方法为化学方法,由于化学药品昂贵,处理费用较高,企业难以承受,况且化学方法又容易对环境造成二次污染。目前较为理想的处理方法是物理、化学和生物相结合的方法。近年来,美国、日本、法国、印度等国先后采用厌氧-好氧组合技术处理制药废水[1-4]。我国许多研究部门也提出了许多适宜处理制药废水的工艺技术[5-10],如2003 年,天津力生制药股份有限公司采用氧化- 生化法处理生产制药废水,经半年多的运行,处理效果稳定,出水水质达标排放。山东某制药厂采用二级厌氧反应器与二级曝气池组合法处理制药废水,每m3废水处理费用仅0.98 元[4]。上海某制药厂采用氧化剂Fenton 加活性污泥法处理杂环类制药废水,处理每m3废水运行费用4.15 元,废水达标排放[5]。由于制药产品种类繁多,生产工艺和管理水平差别较大,使得污水处理方法显示出各自的特点。目前对高浓度有机制药废水采用生物处理技术已达成共识,本文采用厌氧- 好氧技术,使得废水处理效率、能耗以及费用大大降低,为经济、有效的处理制药废水开辟了新途径。
1 工程概况
1.1 废水水量水质
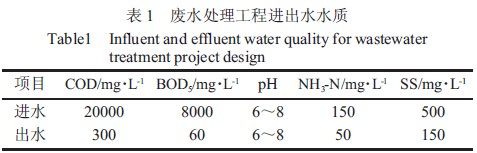
安阳市第三制药厂每天排出的废水约为400 m3,含有淀粉、发酵残渣、羟基吡嗪、氯乙酰胺、长链亚胺类化合物以及一些硫酸盐类化合物等物质,颜色呈棕黑色混浊状,而且水质、水量变化不稳定,是较难处理的工业废水之一。这些有机废水若直接外排,将严重污染饮用水源和周围环境。其原水水质指标和排放标准见表1。处理后水质达到国家污水综合排放标准(GB8978-1996)生物制药工业二级排放标准。
 |
1.2 试验分析项目及分析方法
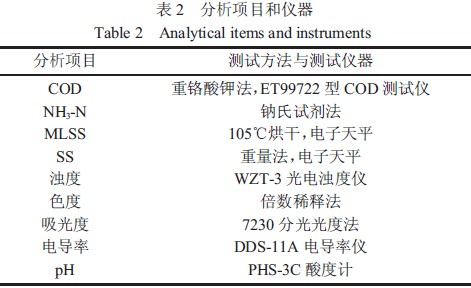
鉴于监测条件的限制, 在试验中进行了pH 、 COD、SS以及NH3-N等项目的分析和测试。分析方法和所用仪器见表2。
 |
1.3 工艺流程
原水BOD5/COD约为0.4左右,含盐量(硫酸盐和硝酸盐)较高,并含有大量难降解有机物(例如硝基苯类化合物),给废水处理带来很大困难。根据厌氧微生物和好氧微生物对有机污染物的氧化代谢机理,采用预处理-水解酸化-厌氧- 缺氧- 好氧(活性污泥法)工艺,有效处理有机废水。废水处理工艺流程如图1所示。
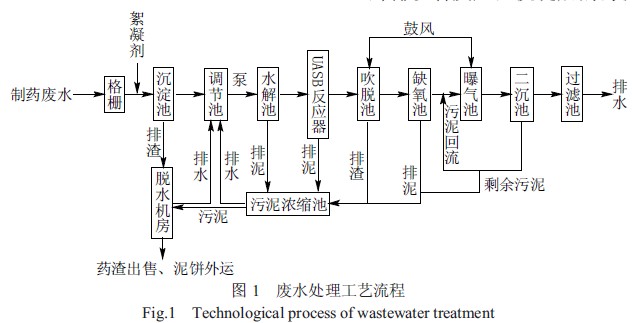 |
原水经格栅去除较大的漂浮物、悬浮物后,自流至沉淀池。经絮凝(絮凝剂PAC,500 mg·L-1)沉淀后的药渣(棕红色)经板框压滤机脱水后作为饲料添加剂出售。沉淀后的废水由潜水泵提升进入水解酸化反应池。水解池出水依次自流至厌氧池(UASB)、吹脱池、缺氧池、曝气反应池,最后由二沉池、过滤池出水外排。各反应池沉淀后的污泥定期排至浓缩池浓缩,经板框压滤机压滤后,泥饼外运,浓缩池上清液污水排至调节池进行二次处理。
1.4 主要构筑物及其设计参数
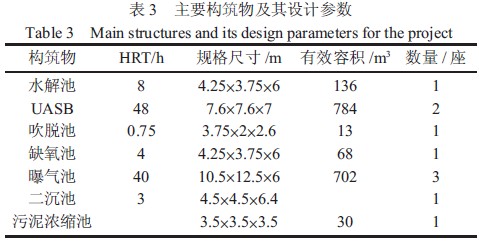
主要构筑物及其设计参数列于表3。
 |
1.4.1 水解池
水解酸化池具有调节与稳定进水水质、吸附与降解有机物、沉淀与浓缩污泥的多种功能,具有良好的稳定性能。水解池在胞外酶和兼性厌氧菌的作用下,将废水中的有机大分子和难生物降解有机污染物转化为小分子有机物,消除抑菌性污染物(抗生素的毒性)对后继生化处理的影响,以便提高废水的可生化性。水解池溶解氧浓度小于0.5 mg·L-1,pH 7.7~7.8, COD去除率40%~71%。中性偏碱的水解池酸碱度(7.7~7.8)、水体温度(13~35℃)有利于硫酸盐还原菌的生长,SO2- 4的去除率可达80%[3],有利于厌氧反应的顺利进行。废水在水解酸化过程中有不良气味产生(粪臭素等)。
1.4.2 UASB反应器
废水中大部分有机物在此被厌氧菌分解,转化为沼气等物质,从而有效去除废水中的有机物。通过反应器内三相分离器实现污泥、水和气体的分离,处理过的废水流入下道工序,所产沼气回收利用。UASB反应器内设搅拌装置,确保基质与微生物的充分接触。
1.4.3 吹脱池和缺氧池
吹脱池的主要作用是将从UASB排出的废水中残存的N2气去除,有利于提高曝气池的处理效率。缺氧池在缺氧条件下通过反硝化作用,硝酸盐还原菌以硝酸盐、亚硝酸盐为氧源,将硝酸盐亚硝酸盐还原为氨和氮气,NH3-N的去除率在67%以上,从而达到生物脱氮的目的。
1.4.4 曝气池
曝气池为地上钢筋混凝土结构,COD 容积负荷 2.2 kg·m-3·d-1,污泥浓度3000 mg·L-1,回流比50%,污泥沉降比24%。曝气池池底布设微孔曝气器,将曝气池溶解氧浓度控制在5~10 mg·L-1之间,以保证好氧微生物(微球菌)对废水中有机物进行处理,COD去除率94%。试验证明当DO 值低于3.2 mg·L-1,COD 去除率明显随DO减少而下降。
曝气池的细菌主要由菌胶团、丝状菌等组成。菌胶团是反应器内的优势菌种。菌胶团在显微镜下呈磨菇状,丝状菌呈乱发状,菌胶团和丝状菌互相缠绕,连成一片。普通活性污泥法具有处理效率高,出水水质稳定的特点。
1.4.5 过滤
经好氧处理后的出水,沉淀后尚存在一些不能下沉的污泥和悬浮物。设置石英沙过滤, COD去除率 25%,SS去除率达90%。
2 工程调试及运行
2.1 接种培养
废水处理工程于2006年4月初开始调试。调试主要集中在厌氧- 好氧两个处理阶段,为了缩短污泥培养时间,菌群的培养采用接种培驯法。UASB反应器的厌氧菌取自安阳市人民医院污水处理站,经过1 个月的抗生素废水驯化,种泥呈灰白色絮状、颗粒化。在调试初期,UASB的COD容积负荷控制在 0.5~0.6 kg·m-3·d-1,由于厌氧微生物(甲烷菌)增殖缓慢,其后三个月内,COD 容积负荷逐渐增加,厌氧反应器的产气量逐渐增加,显示厌氧污泥的活性逐渐增强。三个月后,容积负荷增加到5 kg·m-3·d-1, COD去除率70.2%,容积产气率2.0 L·L-1·d-1,至此,反应器完全达到设计要求。
曝气池的好氧活性污泥取自安阳市污水处理站的二沉池,接种污泥量为曝气池有效容积的 30%,同时添加从美国引进的好氧微生物水处理品,该产品包含多种定向选育的工程菌群(匍匐型的纤毛虫、钟虫、累枝虫),是一种生长繁殖快、生物活性高的工程菌[8]。该菌群已在国内几家制药企业废水处理中得到成功应用。培驯期间,先对进水进行稀释,并加适量粪便水以及其它生活污水,经混合配制后(混合液COD 在1000 mg·L-1左右)进行闷曝, 每天排走过量上清液, 补充好氧微生物繁殖生长所需要的其它营养元素,例如P、N 等。10d 之后,菌胶团和固着型纤毛虫(钟虫、累枝虫)大量出现[5-9],说明活性污泥絮体已经形成、有较好活性,此时污泥浓度达到2108.6 mg·L-1,并在以后的一段时间内稳定在2000~3000 mg·L-1(图2)。活性污泥性能的好坏,可根据所含菌胶团多少、大小及结构的紧密程度来确定,规则的菌胶团是活性污泥系统稳定运行的指示生物。
 |
图2显示污泥好氧培养数天内,曝气池的COD 容积负荷与COD去除率。当COD容积负荷从1.81 kg·m-3·d-1 增加到2.2 kg·m-3·d-1,COD 去除率从 88.5%增加到91%。以后再增加曝气池容积负荷, COD去除率也没有明显增加。
2.2 工程运行
工程试运行从2006 年8 月开始,期间水温为 21~35℃。起初,原水所占比例较少,获得较好处理效果后,继续增加废水的比例。运行2 个月,各个指标达到设计要求。
原水pH 7.6,COD 20000 mg·L-1;在沉淀池添加 PAC 后,大部分药渣沉淀,调节池出水pH 7.5,水温 22℃,COD 14455 mg·L-1,去除率27.7%;水解池出水 pH 7.6,COD 8749 mg·L-1,去除率39.5%;UASB 出水 pH 7.6,COD 3537 mg·L-1,去除率59.6%;缺氧池出水 COD 2891 mg·L-1,去除率18.30%;好氧工艺(活性污泥法)二沉池出水pH 6.8,COD 237 mg·L-1,去除率91.80% 。达到了污水综合排放标准(GB8978-1996)生物制药工业二级排放COD<300 mg·L-1的标准。
随着处理程度的进一步加深,污水中所含盐分及氨氮离子逐渐减少,电导率逐渐变小,出水达到 0.2 S·m-1。吸光度与溶液中所含离子、有机物、无机物和悬浮物的浓度密切相关[10-13],出水的吸光度降至 0.2 左右。
3 结果与讨论
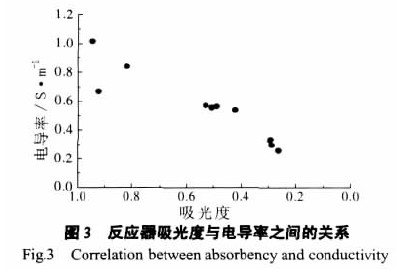
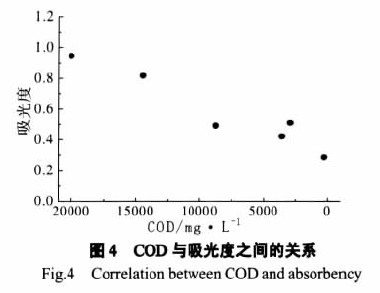
3.1 电导率、COD与吸光度之间的关系
图3 和图4 表示反应器的电导率和COD 与吸光度之间的相关系,它们的相关系数皆大于0.96,说明三者之间有密切的内部联系。由于COD的测量比较复杂,耗时(2h)费力,消耗化学药品,而吸光度和电导率的测量相对较为简单,可以用溶液吸光度或者电导率的观测替代COD的观测。
|
|
3.2 进水COD浓度对水解处理的影响
改变进水COD浓度,经过一个月的动态模拟试验,水解池水解结果表明,随着水解池进水COD浓度从1508 mg·L-1变化到3526 mg·L-1,COD 去除率逐渐增加到58.0%。继续增加进水浓度,COD去除率开始下降。这是因为制药废水中含有大量难降解有机物,随着COD浓度的增加,难降解有机物大量积累,对水解酸化产生抑制作用。
3.3 COD容积负荷对曝气池COD去除率的影响
COD容积负荷是影响有机污染物降解效率和活性污泥增长的重要因素。采用较高的容积负荷,有机污染物的处理效率和活性污泥的增长速度得到提高,反应器所占面积减少,经济上比较适宜,但处理效果难以达标。采用较低的容积负荷,处理效果得到提高,但反应器容器加大,建设、运行费用增加。
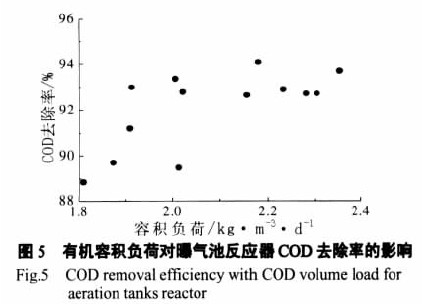 |
图5显示,当COD容积负荷从1.81kg·m-3·d-1增加到2.00kg·m-3·d-1,COD去除率从88.86%增加到94.08%。之后再增加容积负荷,COD去除率增加不明显。
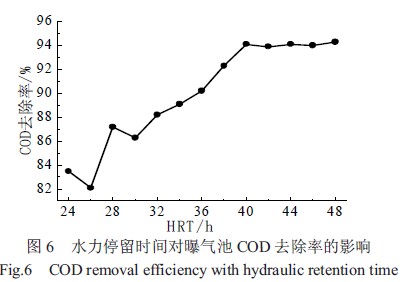
3.4 水力停留时间对曝气池COD去除率的影响
曝气池进水COD 浓度高达3000 mg·L-1左右,为了达到出水水质指标,采用较长的水力停留时间,虽然会增加反应器体积,但这也是使出水达标经济有效的措施。随着HRT从24 h增加到40 h,COD去除率逐渐从82.1%提高到94.1%(图6)。继续增加 HRT,COD去除率稳定在94%左右。
 |
3.5 色度、浊度和臭味的去除效果
原水的色度一般在3000倍左右,成分复杂,色度较高,外观呈棕黑色,处理后的出水颜色微黄,接近无色,色度小于500倍,色度的去除率稳定在83%以上。原水的浊度在280 NTU 左右,出水浊度在6 NTU以下,最终稳定在3 NTU左右,浊度去除率在 97%以上,远远优于污水排放标准。
原水中含有大量带有臭味的挥发性物质,气味刺鼻且有怪味,经过厌氧- 好氧生物处理,臭味基本消失,仅稍带有活性污泥的土腥味。
3.6 SS与NH3-N的去除
原水中SS 一般在500 mg·L-1 左右,NH3-N 在 200 mg·L-1左右。经过厌氧-好氧生物处理,二沉池出水SS在50 mg·L-1以下,去除率在90%以上;NH3-N 的浓度稳定在15 mg·L-1以下,去除率高达90以上。
3.7 水温
温度不但影响微生物的代谢活动,也影响氧的转移效率。废水在10~35℃范围内处理效果较好,在 20~30℃范围内净化效果最好。对于硝化细菌和亚硝化细菌,当温度低于10℃时,它们的活动处于休眠状态,当温度低于5℃时,硝化作用完全停止。本试验中,即使在冬天,厌氧和好氧反应器温度也在13℃以上,仍能达到较好处理效果。
4 运行中出现的问题
在调试运行期间,好氧反应器内曾出现许多泡沫,泡沫颜色较浅且上部覆盖有一层褐色的污泥。经过对污泥特性的测定,发现污泥容积指数(SVI)突然上升(200 L·mg-1),污泥沉降性能变差。综合上述现象,怀疑反应器内发生了污泥膨胀。污泥膨胀一般是由于活性污泥中丝状菌增殖异常、菌胶团结构受到破坏造成的[11]。以往采取的措施是投加化学药剂杀死丝状菌或通过增加絮体比重的方法,增加絮体的沉降速度,如投加混凝剂、金属盐、粘土等,但这些方法都很难达到根除污泥膨胀的目的。要想根除污泥膨胀,首先要从活性污泥中菌胶团与丝状菌构成的生态体系及各自的生长特性入手,调整曝气池中的生态环境,利用微生物的竞争机制调整能使丝状菌的数量控制在合理范围之内的生态体系,从而达到控制污泥膨胀的目的。一般菌胶团细菌在BOD5: N:P=100:5:1 条件下生长,若磷(P)含量不足, C/N 升高,丝状菌繁殖增快。本次调试中,引起污泥膨胀的主要原因在于原水中含有的易生物降解有机物较少,难降解物质较多,影响了活性污泥对于有机物的利用[12-13]。针对此种情况,对污泥运行条件进行调整,加大生活污水混入量,几天之后,污泥性状逐渐改善,仅剩少量的泡沫浮于水面之上。
5 经济分析
工程投资:整个污水处理工程总投资106 万元(不包括征地费用),其中土建投资62万元,设备投资44万元。
运行费用估算:污水处理操作人员3人,每人年工资及福利2.4 万元;年运行试剂费(聚氯化铝 PAC)12 万元;工程电机总装机容量90 kW,平均运行功率46 kW,每kWh 电费0.6 元,则年电费为 23.8 万元(扣除节假日);年设备维修费0.5 万元,则年总运行费用为31.5万元。
收益分析:UASB反应器日产沼气约为150m3,每 m3沼气现价1.5元,一年收益8.1万元;经过絮凝沉淀的药渣用板框压滤机脱水后可作为饲料添加剂出售,每吨售价70元,每天产生药渣2.1吨,一年收益5.04 万元。收支相抵,实际运行费用每m3为1.3元。
6 结论
采用预处理+水解酸化+厌氧+缺氧+好氧工艺处理含有硫酸庆大霉素的制药废水,COD由2000 mg·L-1降至300 mg·L-1以下,去除率达98%,颜色由棕黑色转变为无色;工艺操作简单,运行可靠,出水稳定,废水处理实际运行费用每m3为1.3元。
曝气池污泥接种添加工程菌群,污泥浓度可以达到2000~3000 mg·L-1。改善制药废水、生活污水的混入比例,可以消除污泥膨胀现象发生。
有望利用废水吸光度或电导率的观测替代 COD的观测。
文献参考:
[1] Oktem Yalcin, Ince Orhan, Donnelly Tom. Determination of optimum operating conditions of an acidification reactor treating a chemical synthesis-based pharmaceutical wastewater [J]. Process Biochemistry, 2006, 41:2258-2263.
[2] Judd S J, Hillis P. Optimisation of combined coagulation and microfiltration for water treatment [J]. Water Research, 2001, 12 (35): 2895-2904.
[3] Gagné F, Blaise C, AndréE C,et al. Effects of pharmaceutical products and municipal wastewaters on temperature-dependent mitochondrial electron transport activity in Elliptio complanata mussels[J]. Comparative Biochemistry and Physiology, 2006, Part C 143: 388-393.
[4] 张文静,陶永庆.制药生产废水治理工艺初探[J].北方环境,2004, 29(4):62-67.
[5] 黄永辉,吕军献,王川.杂环类制药废水处理工艺探讨[J].工业水处理,2001,21(1):29-36.
[6] 郑金声,孟琪莉,林祥宁,等.厌氧-好氧-气浮法处理抗生素污水工程实例[J].工业给排水,1999,25(8):36-39.
[7] 冯斐,周文斌,严滨,等.UASB-SBR-接触氧化工艺处理赤霉素废水[J].给水排水,2006,32(8):52-54.
[8] 李善评,栾富波,冀贞泉,等.制药废水处理工艺的改造[J].中国给水排水,2005,21(5):80-83.
[9] 张国雄,林郁,陈栋.采用预处理+ 水解酸化+SBR 法处理制药废水[J].云南环境科学,2004,23(4):52-54.
[10] 张艳芳,霍莹,张莹,等.采用氧化-生化法处理制药废水[J]. 工业水处理,2004,24(11):63-65.
[11] 李莹,张宏伟,朱文亭.厌氧- 好氧工艺处理制药废水的中试研究[J].环境工程学报,2007,1(9):50-53.
[12] 邹笑蓉.污泥膨胀控制实例[J].给水排水, 2003, 29(7) :16-17.
[13] Timothy M, Lapara, et al. Aerobic biological treatment ofa pharmaceutical wastewater:effect of temperature on COD removal and bacterial community development [J]. Water Research, 2001,35 (18):4417-4425.

使用微信“扫一扫”功能添加“谷腾环保网”




