


预处理+厌氧水解+SBR处理农药废水
摘要:介绍了采用预处理+厌氧水解+SBR工艺处理农药废水的方法,设计处理规模200m3/d。实践证明,通过该工艺处理后,出水水质达到《污水综合排放标准))(GB8978- 1996)一级标准。
关键词:预处理,农药废水,厌氧水解,SBR
兰溪嘉华化工有限公司主要生产农用有机磷杀菌剂三乙磷酸铝和化工原料亚磷酸二甲酯,生产原料包括三氯化磷、乙醇、氨水、硫酸铝、水等。公司原建有一套污水处理系统,其中硫铵回收效果不理想,设备结垢严重,有毒、有害的污染物去除不彻底,氨氮及硫酸根离子的浓度均大大超过生物处理时微生物的抑制浓度,使废水无法通过常规的生化处理进行降解,废水无法达标排放。
1 废水的水量和水质
该公司废水处理规模为200 m。/d,主要包括硫酸铵废水20 m3/d、酸性废水20 m。/d、生活污水及其他冷却废水160 m。/d。
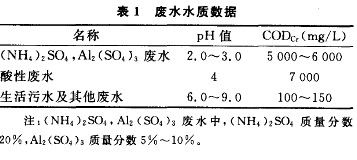
废水成分主要包括NH3-N,SO4 2-,Al3+等有毒有害物质,其水质情况见表1
 |
2 废水处理工艺流程
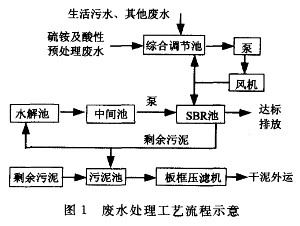
该公司废水可分为3股不同性质的废水,一股是硫铵废水,该废水中(NH4)2SO4质量分数2O%, Al2(SO4)3质量分数5 ~10% ,由于浓度过高,对生化菌种有较强的抑制和毒害作用;第二股为酸性废水;另外还有一股为生活污水及其他冷却废水。笔者利用厂家原有设施进行试验,对废水进行分质预处理,回收废水中的有用物质,将抑制和毒害生物菌种的物质去除后,再进行常规的生化处理。废水处理工艺流程如图1所示。
 |
2.1 硫铵废水预处理
硫铵废水的预处理主要是通过加药,使废水中的硫酸铝转变为硫酸铵和氢氧化铝沉淀,通过真空吸滤,将硫酸铵和氢氧化铝分开,然后硫酸铵溶液经减压浓缩后,冷却结晶,烘干包装出售;硫铵母液返回到浓缩系统,蒸发冷却液进入生化系统。工艺流程如下:硫酸铵废水-集水池-加药反应装置- 混合液储槽-氢氧化铝回收系统-硫酸铵回收系统- 综合调节池。
首先将含有硫铵的废水打入加药反应装置,开启搅拌器,慢慢加入碳铵,因反应中CO2释放较多,必需控制好碳铵的滴加速度,以防冲料。控制废水 pH值为6~7,反应完全后,在吸滤桶中放好滤袋,开启回收锅底阀,启动真空泵进行吸滤,控制真空度约0.04 MPa,氢氧化铝滤饼回收。将经过吸滤后的滤液打入浓缩锅内,开夹套蒸汽,真空度大于或等于 0.04 MPa,温度控制约8O℃,待锅内物料减少时,可逐渐加大鼓泡,当锅内物料还剩一半时,放入冷却结晶锅内,控制搅拌转速在20~30 r/min,进行冷却结晶,当冷却至40℃以下,有大量结晶析出,然后放人离心机进行离心脱水,湿料送烘干房烘干,离心母液再套用下一批料。
2.2 酸性废水预处理
酸性废水的预处理主要是通过二级中和塔,使废水的pH值达到中性后再进入综合调节池。工艺流程如下:酸性废水-集水池-一、二级中和塔-沉淀池一综合调节池。
开启提升泵,控制好流量,使废水和碳酸钙块石充分接触,出水流入沉淀池进行分离,上清液进入综合调节池,污泥定期排入污泥池。如果废水酸性过大,还须加入适量液碱来调节。
2.3 综合废水生化处理
以上预处理废水和生活污水及其他废水一起进入综合调节池,调节池停留时间约10 h,池底设有穿孔曝气管,均匀水质水量后,由泵提升进入厌氧水解池。该池中挂有弹性填料,停留时间约10 h,在厌氧水解池中废水和生物菌进一步接触,将难降解的大分子有机物在厌氧及兼氧菌的作用下分解为小分子物质,进一步提高废水的可生化性。出水流人中间水池,再由泵打人SBR池,SBR池工作为间歇式活性污泥法,按进水、反应、沉降、排放和闲置的顺序周期性运行,操作灵活,耐冲击负荷。SBR池中设有微孔曝气器,根据水质情况调节曝气时间,废水经过 SBR处理后由滗水器进行自动滗水排放。SBR产生的剩余污泥,一部分进入厌氧水解池进行污泥消解,剩余的污泥排入污泥池,再通过板框压滤机脱水减容,干污泥外运。
3 主要构(建)筑物和设备
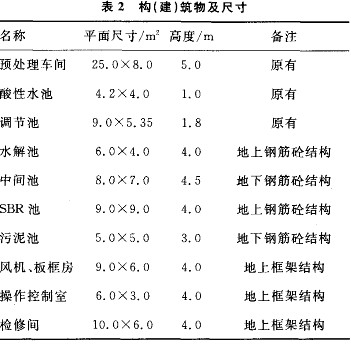
3.1 主要构(建)筑物及尺寸
主要构(建)筑物及尺寸见表2。
 |
3.2 主要工艺设备及参数
主要工艺设备及参数见表3。
 |
4 处理效果
该工程建成后,各单元设施经过调试及试运行,在80 生产负荷条件下,经由市环保监测站测定,各项指标达到GB8978-1996《污水综合排放标准》一级标准,处理效果较好,并通过了环保部门组织的验收。从整个工程的运行情况来看,本项目的废水处理工艺已达到设计要求。
5 主要技术经济指标
该污水处理工程总占地约936 m2 (包括道路和绿化);工程处理规模200 m3/d,工程总投资85.89 万元。污水处理单位水量投资指标:1 t水需0.43 万元;年处理水量6×1000 m3;污水处理成本12万元/a。工程实施后,每年可减少COD 排放约294 t,通过回收氢氧化铝及硫酸铵可以冲抵运行费用,并产生一定的经济效益。
6 存在的问题及建议
兰溪嘉华化工有限公司废水处理工程采用预处理+厌氧水解+SBR,工艺可行。但在实际运行中,还有少量母液进人生化系统,对整个系统产生一定的影响。
为使废水稳定达标排放,建议公司加强对治理设施运行的长效管理和车间现场管理,生产车间应杜绝跑、冒、滴、漏现象发生,进一步做好清污分流工作,降低设施运行成本。

使用微信“扫一扫”功能添加“谷腾环保网”




