
喷雾干燥法在垃圾焚烧尾气净化的应用
来源:无锡市华星电力环保工程有限公司 阅读:3106 更新时间:2010-10-21 14:41摘要:我国是世界上垃圾包袱最沉重的国家,人多产生的垃圾就多,而垃圾造成的危害是显而易见的。垃圾焚烧所产生的大量尾气对环境污染也是非常严重的,文中介绍了喷雾干燥法在垃圾焚烧尾气净化中应用作了简单介绍。
关键词:脱酸,喷雾,二恶英,重金属,除尘
城市垃圾问题已成为当今世界最严重的公害之一,及时清理和处置垃圾是建设优美、整洁、文明的现代城市不可缺少的条件。解决垃圾问题的最有效的途径是将垃圾减量化、资源化、无害化。垃圾焚烧技术符合无害化、减量化、资源化的垃圾处理政策,且具有处理速度快、减容效果好、占地面积小、环境影响小、易于选址等优点,近年来在国内外得到较快发展。但由于垃圾成分的复杂性,焚烧后产生大量的含有重金属、二恶英、SOX、HCl、HF等有毒、有害尾气,其对环境的危害是十分严重的。因此国家环保局在2000年颁布的《生活垃圾焚烧污染控制》标准中严格限定了各种污染物排放指标。但由于尾气成分十分复杂给治理。
工作尾气净化工艺有湿法、半干法、干法3种,湿法由于二恶英难以达标排放及后期污水问题,故应用较少。目前主要采用半干法或干法净化工艺。
1 尾气净化工艺流程
枣庄市资源电厂为日处理600吨的垃圾焚烧电厂,该系统共有两套生产线,每套生产线配置一套尾气净化装置用来去除焚烧时产生的有害物。尾气净化采用喷雾干燥法工艺,其工艺流程如图1所示。
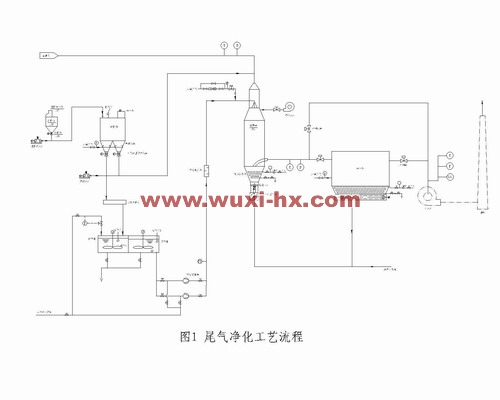 |
喷雾干燥尾气脱酸过程是利用喷雾干燥的原理将石灰乳溶液喷入反应塔内,一方面利用尾气的热量将喷入的雾滴水分蒸发形成干燥的粉状固体颗粒收集下来。另一方面尾气中酸性气体与石灰浆液同时发生化学吸收反应,达到脱酸的目的。在塔内完成脱酸反应后形成的产物部分在塔内由底部锥体出口排出,另一部分随反后的尾气进入袋式除尘器内经净化后排空。其反应过程如下:
石灰熟化: CaO+H2O→Ca(OH)2
SO2吸收: SO2+OH-→HSO3-
SO2与石灰反应: SO2+Ca(OH)2→CaSO3+H2O
Cl与石灰反应: Cl+Ca(OH)2→CaCl2+H2O
亚硫酸盐的部分氧化: CaSO3+O2→CaSO4
反应物析出: SO32-+Ca2+←→CaSO3
总反应: SO2(气)+Ca(OH)2(固) →CaSO3(固)+H2O
SO2(气)+Ca(OH)2(固)+1/2O2→CaSO4(固)+H2O
Cl(气)+Ca(OH)2(固)→CaCl2(固)+H2O
喷雾干燥法尾气脱酸装置主要由:1)石灰浆制备系统;2)石灰浆喷入系统;3) 活性碳喷入系统;4)脱酸系统;5)回风系统;6)粉尘收集系统;7)废渣排出系统;8)控制系统。
2 工艺系统简介
2.1 石灰浆制备系统
石灰浆制备系统主要由石灰储料仓、仓顶除尘器、流化装置、石灰给料机、计量器、配浆槽、供浆槽等组成。
石灰(200目,80%含量)从厂外槽车运来,储料仓不设卸料装置,由槽车直接通过气力输送至石灰储料仓,储料仓保证三套系统3天的用量,储料仓容积为65m3;储料仓内设有导波雷达料位计,可监测储料仓的料位情况;储料仓的仓顶设有式除尘器,可收集粉尘;储料仓灰斗壁设有流化板,通过压缩空气进入流化板产生粉尘流化态,以防止粉尘搭桥;石灰粉通过给料机、计量器(可调速,调整CaO的供料量)送入配浆槽,在配浆池中加水搅拌配制成石灰乳液;浓度为10~15%(含固率)浆液溢流到供浆槽。供浆槽中的浆液由石灰浆计量泵泵送到反应塔的喷浆系统,供浆液量由进引风机前的SO2监测浓度控制。
2.2 石灰浆喷入系统
石灰浆喷入系统主要由计量泵、喷嘴、压缩空气及管道阀门等组成。
高温尾气进入反应塔后,利用双流体雾化喷咀在反应塔内增湿雾化,调整尾气温度,同时对尾气增湿,使石灰雾滴与酸性气体充分接触反应。喷入的液滴在瞬间蒸发,烟气降至反应温度。同时液滴与粉尘碰撞,当外表面水份蒸发后,表面出现显著固态物质,干燥速率下降,液滴温度逐渐升高并接近烟气温度,最后水分蒸发殆尽,形成固态颗粒而从烟气中分离。
2.3 活性碳喷入系统
为了更有效地去除重金属及二恶英,在反应塔出口烟道设置活性碳喷入口,系统由活性碳加料装置与可调给料机组成,并通过可调给料机实现对喷入量的控制,将活性碳喷入反应塔前的行气管道内,吸附尾气内的二恶英及重金属等有毒危险物,保证二恶英及重金属的排放浓度达到国家排放标准。
2.4 脱酸系统
脱配系统主要由反应塔、塔底排灰机、石灰干粉喷入装置等组成。
焚烧炉出口含酸性气体的尾气进入反应塔进行脱酸处理。在反应塔中由计量泵输入脱酸用石灰浆液,通过固定喷头在压缩空气喷吹下,石灰浆液雾化粒径150~200μm左右的雾滴,并同时与酸性气体充分接触,在发行化学反应后去除烟气中绝大多数的酸性气体。在反应塔内,反应中的烟气及反应后的雾滴呈下降气流沉降,在反应过程中,雾滴吸收烟气中的热量不断蒸发水分,得以在烟气排出反应塔前烟气所含水份充分蒸发,反应塔底排出灰渣为干燥的粉尘。
石灰干粉喷入装置
为避免焚烧炉在开炉、停炉或运行中不正常的工况下排烟温度过低引起的除尘器布袋结露的出现,设有Ca(OH)2干粉喷入系统,在通过进反应塔前的尾气管道内喷入Ca(OH)2干粉,达到辅助脱酸的作用。
2.5 回风系统
采用循环风机将已净化的尾气回通过环壁喷射装置喷入反应塔,使其在塔壁表面形成一层空气幕保护塔身,以防湿壁。
2.6 粉尘收集系统
粉尘收集系统主要由袋式除尘器、风机等组成。
袋式除尘器主要用来收集反应后尾气中的固体颗粒,从反应塔出来夹带有飞灰、石灰等颗粒的尾气进入袋式除尘器内。由于部分未反应的石灰颗粒吸附在滤袋表面相当于固定床反应器,尾气中的酸性气体在滤袋表面完成最后一次脱酸反应后排空。
2.7 废渣排出系统
废渣系统主要由废渣库、库顶除尘器、输送设备、仓泵、卸灰机等组成。
反应塔底部排出的粉尘、袋式除尘器收集下来的粉尘通过仓泵输送到废渣库中,输送能力按实际灰量的150%设计,废渣库容积150m3,按2天贮存量设计。
2.8 控制系统
尾气脱酸装置的自动监测与控制采用计算器自动监控系统。能对尾气处理装置实行顺序自动启停,运行参数自动检测和储存,关键参数实行自动调节,使尾气处理装置实现自动化控制。
整个烟气净化系统计算机自动控制系统采用集散型控制结构。首先由现场监控单元对各工艺点的当前工艺情况,独立地进行实时在线监测及远程操作,同时又与其相应的上位过程控制装置PLC进行信息交流,以保证上位过程控制装置对相应工艺的信息进行采集和处理,以实现上位工业控制计算机的各项监控要求。系统中采用模拟量调节与开关量控制,本工程以PLC作为控制核心,工控机为监视管理中心,其中包括数据采集和处理(DAS)、模拟量控制系统(MCS)、顺序控制系统(SCS)。在正常工作情况下由PLC站来实现对系统的控制,当自动控制模式出现故障或例行检修时可无扰动地切换到手动控制模式实现对系统设备的手动控制。系统具有双重控制功能,提高了控制系统的可靠性和安全性。同时通过PLC将数据通讯网络和主站上位中央控制工业计算机相联。现场工程师站和上位机除了完成系统整定、组态、数据处理、通讯传输、软件维护外,再配置CRT、键盘、打印机及很好的人机界面,由此组成一套具有数据采集、处理、控制、显示、打印等功能完整的工业集散控制系统。
系统预留以太网通讯接口,以便于与工厂局域网相联,实现数据传输、上级计算机系统对下级脱硫系统运行的监视。主要由以下四部分组成:
工业控制计算机系统:
该部分是实现自动控制系统的核心,是临控系统可靠性和稳定性的保证,用于控制方案选择、参数修改设定,并对工艺运行情况进行实时在线控制和调整。控制室工控主机,使用Windows2000操作环境,配以工控组态软件,形成各工作界面、数据库和动画模拟。工控主机配置一台喷墨打印机和不间断电源。
PLC控制系统:
是自动控制系统的控制及信息处理核心,实现数据和信息的采集并按工艺要求进行控制。
现场控制系统:
该部分是实现用电设备现场操作和控制及工艺参数实时采集的主要部分。由控制室各电气控制柜、现场柜、仪表和传感器实现。
数据通讯网络:
实现工控主机与PLC系统的通讯,并预留以太网通讯接口,以便于上级对下级的联网通讯和管理。
3 尾气主要技术参数:见表1
 |
4.主要操作工艺条件
4.1脱SOX的Ca/S比 1.5:1
4.2脱HCl的Ca/Cl比 0.5:1
4.3进吸收塔烟气温度155℃
4.4石灰浆固形物浓度13~18%
4.5石灰浆流量1100~1300L/h.套
4.6吸收塔内烟气流速0.62m/s
4.7塔内烟气停留时间12~13S
4.8浆液喷嘴处压力2~3bar
4.9压缩空气喷嘴处压力2.76bar
4.10进除尘器烟气温度125~130℃
4.11吸收塔和除尘器的灰斗加热控制温度110℃
4.12除尘器预加热温度80~125℃
4.13除尘器反吹压缩空气压力5~6 bar
4.14除尘器阻力<150mmH2O
5 主要原材物料消耗指标
5.1吸收剂为Ca(OH)2,有效含量90%,粒径为325目,消耗量446kg/h。
5.2水为自来水,消耗量2118kg/h。
5.3整个系统的电耗量45Kw/ h。
5.4整个系统的压缩空气耗量25~28m3/min
6 应用效果
2002年底枣庄资源电厂垃圾焚烧尾气净化系统投入运行,并由业主及枣庄市环保局组织验收,表2为监测试结果
 |
从运行结果来看,影响脱硫效率的因素很多,主要有:1)Ca/S;2)进口SO2浓度3)相对湿度;4) 停留时间;5)氯化物。
6.1 Ca/S对脱硫率的影响
在运行中Ca/S是影响脱硫效率的主要因素之一,随着Ca/S的增大,脱硫率也随之增加,其的幅度由大到小,最后趋于平稳。如图2所示。当Ca/S小于1时,提供的脱硫剂不能满足吸收尾气中SO2、HCl、HF等的需要,这时脱硫率完全由吸收剂量来决定,曲线的斜率较大,脱硫率与Ca/S的关系几乎呈正相关; 在1.0~1.5区域,随着Ca/S的增加,脱硫率的提高逐渐缓慢,曲线斜率变小,但脱硫率已能达到80~93%,Ca/S超过1.5,再增加脱硫剂,对脱硫率的贡献已不在明显。而石灰利用率也随之下降。在Ca(OH)2增加的同时,进料率、含固量、黏度、反应生成物浓度届同时增大,这些因素都有碍于SO2等的去除。故脱硫率的增加逐渐减缓,最后趋于平稳。
在不加石灰浆的情况下只向反应塔内喷工艺水,使尾气温度下降到130℃,测得平均脱硫率为20~35%。分析飞灰成分其中CaO等金属氧化物的含量在2~7%左右。「因垃圾热值不够,大多数情况下需掺煤助燃,又由于垃圾焚烧温度较低(约800℃左右),飞灰还没有水泥化」,故仍有部分脱硫能力。而燃煤锅炉由于燃烧温度较高(约1200~1400℃)飞灰在部分已水泥化,这也是燃烧锅炉飞灰脱硫能力较差的原因。以此推算,如果垃圾焚烧过程中掺入劣质煤或煤碱石,用循环流化床焚烧炉+喷雾干燥法配置,则可在不加任何脱硫剂的情况下其脱硫率也可达到50~70%。这样的配置在国际上以有业绩。
氯的存在可以提高SO2的脱除性能,氯的来源主要是垃圾中氯化合物,氯可以提高脱硫率的原因是由于氯可以减缓石灰浆液滴的蒸发,另外氯的存在能使ΔT保持较高的水平,从而提高了脱硫率。
6.2 进口SO2浓度对脱硫率的影响
进口SO2浓度对脱硫率的影响,从图3可以看出不同初始SO2浓度条件下,的脱硫率民Ca/S的实际曲线,由图3可见初始SO2浓度越高,要达到较高的脱硫率越困难,其原因是在相同的反应塔进、出口尾气温度和相同Ca/S条件下,高的进口尾气浓度需要更多的新鲜石灰浆加入量。因此提高了雾滴中石灰的含量,增大了需要吸收的SO2量和生成的亚硫酸钙量,雾滴水分的减少限制了Ca(OH)2与SO2的传质过程,使脱硫率降低。
6.3 袋式除尘器的二次脱硫
经过反应塔反应后的尾气进入袋式除尘器时,由于含有大量的未反应的石灰颗粒吸附在滤袋表面,形成一定厚度的粉尘层,相当于固定床反应器,尾气通过时进行最后一次脱硫反应,从实际使用情况看,其率约10~15%。如图4所示。
6.4 反应塔内相对湿度对脱硫的影响
相对湿度是影响脱硫率的另一个重要因素,相对湿度越高浆液的含水量越大。SO2脱硫率高,脱除反应的基本条件是石灰雾滴必须含有水分,当水分含量高时,雾滴与尾气一接触即迅速蒸发降低了尾气温度,从而使蒸发率降低,延长了脱硫反应时间,有利于SO2的吸收;另一方面,雾滴的干燥速度还受尾气中水蒸气分压的影响,当水蒸气分压接近饱和蒸气压时,吸收SO2的时间可大幅度增加,使脱硫率有明显的增加。图5是不同相对湿度条件下CS对脱硫率的影响。
另外,尾气净化装置收集下来的粉尘因重金属、二恶英等含量较高而成为危险废弃物,在采用机械炉排炉焚烧垃圾时,飞灰中二恶英浓度在600~6000 ng/Kg,占二恶英总量的90%以上,由于流化床焚烧炉焚烧时产生的飞灰量较大,故二恶英含量较炉排炉相对较低,但其占二恶英的部含量并没有多大变化。因此收集下来的粉尘应进行无害化处理,哈尔滨垃圾焚烧厂采用水泥进行固化,而绍兴垃圾焚烧厂则用来制砖,据报道制砖后测量结束表明各项指标均不超过相关标准限制,是值得推广的办法之一。表3为绍兴垃圾焚烧厂飞灰测量结果。
 |
7 存在主要问题
在运行过程中发现以下几个问题:1)湿壁;2)喷嘴表面积尘;3)供浆管泄漏等。对上述问题了以下措施:A:湿壁问题采取了环壁保护措施,使雾滴在塔壁没有停留时间,这样雾滴就不会在塔壁上结露在,防止了湿壁现场以生。B:喷嘴表面积尘主要是粉尘通过喷嘴时在喷嘴表面粘接而积尘,对此对喷嘴采取了防护措施,防止粉尘粘接。C:供浆洗这泄漏主要是管道质量不好,更换管道后浆液不在泄漏。采取相应的防护措施后运行一段时间后上述现象没有在发生。
8 小结
8.1从实际使用情况看,喷雾干燥法脱硫工艺用在垃圾焚烧尾气净化,其脱硫率、系统的可靠性都是很高的,运行结果表明相对湿度、尾气温度、进口SO2浓度、Ca/S及氯化物存在等都会对脱硫率有一定的影响;
8.2在正常运行条件下,Ca/S在1.5以上时,增加Ca/S对脱硫率的提高已不明显;
8.3 袋式除尘器的脱硫率及收尘效率都比电除尘器高;
8.4在废渣温度100℃、含湿量3%左右,适易用气力输送排渣。
