


酸化—UBF—混凝法处理制浆造纸废水
1 生产工艺及排污
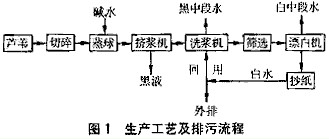
该厂生产工艺及废水排放情况见图1。
2 废水水质
废水主要来源于挤浆机的黑液、洗浆机的黑中段水、漂白机的白中段水和外排白水,其中黑液为2000m3/d,中段水(包括黑、白中段水和外排白水)为16000m3/d,各种废水水质见表1。
|
|||||||||||||||||||||||||
当地环保部门要求该造纸厂限期处理所排废水,并达到《造纸工业水污染物排放标准》(GB3544—92)中的一级标准,总排口下游1km处的蒸水河水水质要达到《地面水环境质量标准 》(GB 3838—88)中Ⅲ类水质标准。
3 处理流程
根据该厂的实际情况,采用先处理黑液再与中段水(含外排白水)合并处理的方法,即先将黑液酸化回收木质素并经厌氧生化处理后,再与中段水、白水混合并加入混凝剂进行混凝沉淀,处理流程见图2。

蒸煮浆料由蒸球压入喷罐内,定量泵到水平带式洗浆机进行逆流洗浆,洗出的黑液经纤维回收池进预沉池,再排入水解酸化池,反应之后泵入酸析池,经加酸、压滤等处理并回收木质素,滤液与酸洗处理水再经过投加石灰水调节pH值、去除大部分硫酸盐后泵入UBF厌氧反应器进行厌氧处理,之后混入中段水均质调节池,均质调节后的综合水经投加混凝剂后再排入辐流沉淀池分离,沉淀后的上清液可达标排放,池底污泥靠刮泥机和重力排入污泥浓缩池,经浓缩后加混凝剂进行化学调节,再用压滤机脱水成为含水率约为70%的泥饼外运。
4 主要设备及构筑物
主要设备及构筑物的设计参数见表2。
| 表2 主要设备和构筑物设计参数 | ||||
|
主要设备及构筑物 |
数量(座) |
HRT(h) |
尺寸 |
|
|
黑液预沉池 |
1 |
10 |
40m×10m×2.5m |
|
|
水解酸化池 |
1 |
60 |
40m×40 m×3.5m |
|
|
酸析单元 |
酸析沉淀池 |
2 |
8 |
20m×10 m×3.5m |
|
酸析气浮池 |
2 |
1 |
¢10m×1m |
|
|
中和池 |
1 |
5 |
10m×18m×3m |
|
|
UBF |
2 |
30 |
¢18m×10m |
|
|
均质调节池 |
1 |
4 |
60m×20m×2.7m |
|
|
辐流沉淀池 |
1 |
4 |
¢30m×4.5m |
|
|
浓缩池 |
2 |
10 |
¢10m×5.5m |
|
|
化学调节池 |
1 |
|
12m×8m×2.2m |
|
|
清水回用池 |
1 |
|
12.5m×12m×2.5m |
|
|
压滤泵房 |
压滤机 |
6 |
|
|
|
污水提升泵 |
3 |
|
||
5 运行结果
① 西渡造纸厂采用酸析木质素,结合生化、物化法解决了黑液与中段废水的处理问题,运行结果表明,该厂污水总排口主要污染物指标达到了GB3544—92的标准(见表3);受纳水体蒸水河污染控制断面(总排口下游约1km)的主要水质指标达到了国家规定的Ⅲ类水质标准,经处理后的水回用率达50%。
② 黑液酸析加酸(工业硫酸)量为0.4%,酸析pH值为3~4,温度控制在40~50℃,并采用化学调节系统以提高木质素压滤效果。
③ 采用的UBF反应器中的污泥停留时间均在100d以上,在高负荷状态下运行仍能保持较高的去除率。厌氧反应最佳温度为30~35℃,冬季必须保持在15℃以上,因而冬季利用蒸气对黑液进行适当加温,同时对厌氧反应器采用一定的保温措施以确保其正常运行。
|
表3 系统处理效果 |
||||||
|
项 目 |
黑 液 |
综合废水 |
||||
|
进水 |
出水* |
去除率(%) |
进水** |
出水 |
去除率(%) |
|
|
COD(mg/L) |
30000 |
5696 |
81 |
1166 |
320 |
72.6 |
|
BOD5(mg/L) |
9000 |
1787 |
80 |
465 |
138 |
70.3 |
|
SS(mg/L) |
2000 |
560 |
72 |
684 |
180 |
73.7 |
|
pH |
11~13 |
6~7 |
|
|
7~9 |
|
|
注: *为UBF出水测定值;**为综合调节池废水的计算值。 |
||||||
④ 工程吨水投资为500元/m3、占地面积为0.42m2/m3、运行成本为0.9元/m3,均大大低于国内同类工程经济指标。
⑤ 该工艺设备简单、工程造价低、用地省、上马快、运行成本低,特别是采用了UBF厌氧反应器处理黑液,省去了UASB厌氧法中的三相分离器,可操作性强、实施简单,因此适合中、小型制浆造纸企业废水的治理。

使用微信“扫一扫”功能添加“谷腾环保网”





