


ЯЫЮЌЫиРрВњЧхНрФмдДЕФгАЯьвђЫиМАбаОПНјеЙ
еЊ вЊ:злЪіСЫЙњФкЭтЯЫЮЌЫиРрЮяжЪбсбѕЗЂНЭВњЧхНрФмдДЕФбаОПЯжзДЃЌАќРЈВЛЭЌЯЫЮЌЫиРрЮяжЪЕФВњЦјТЪЃЌвдМАдЄДІРэЗНЗЈЁЂУИНтЁЂНгжжТЪЁЂЮТЖШЁЂpHжЕЁЂСЃОЖДѓаЁЕШЖдВњЦјТЪЕФгАЯьЃЌВЂЖдЦфбаОПЗНЯђНјааСЫеЙЭћЁЃ
ЙиМќДЪ:ЯЫЮЌЫиРрЮяжЪ;ВњЧт;ВњМзЭщ;ЧхНрФмдД
1 в§бд
20ЪРМЭвдРДЃЌЫцзХЙЄвЕИяУќЫљДјРДЕФЪЏгЭзЪдДНєШБЮЪЬтШеЧїУїЯдЃЌ“ФмдДЮЃЛњ”ЮЪЬтж№НЅЪмЕНЙњМЪЩчЛсЕФЙизЂЁЃгыДЫЭЌЪБЃЌЪЙгУЪЏгЭЕШПѓЮяФмдДЖдЛЗОГдьГЩЕФЮлШОвВдквЛЖЈГЬЖШЩЯЭўаВзХШЫРрЕФЩњЛюЁЃЮЊСЫМѕЩйЖдЪЏгЭЕШПѓЮяФмдДЕФвРРЕКЭМѕЧсЛЗОГЮлШОЃЌЙњФкЭтбЇепПЊЪМбаОПЧхНрФмдДЁЃЯЫЮЌЫиРрЮяжЪбсбѕЗЂНЭВњЧхНрФмдДЃЈМзЭщЁЂЧтЦјЁЂввДМЕШЃЉЕФММЪѕгІдЫЖјЩњЁЃИУММЪѕВЛНіФмЙЛЛКНтЪЏгЭзЪдДНєШБЫљдьГЩЕФФмдДЮЃЛњЃЌЛЙПЩвдМѕЩйЖўбѕЛЏЬМЁЂЖўбѕЛЏСђМАЦфЫћгаКІЮяжЪЕФХХЗХЃЌЦ№ЕНБЃЛЄДѓЦјЛЗОГЕФзїгУЃЛДЫЭтЃЌЖдОпгаЮлШОаджЪЕФЮяжЪЃЌШчЫЎКљТЋЁЂРЖдхЕШЯЫЮЌЫиРрЮяжЪЃЌФмЙЛЦ№ЕНМѕСПЛЏЁЂЮоКІЛЏЕФзїгУЁЃНќФъРДЃЌЙњФкЭтбЇепЖдгАЯьЯЫЮЌЫиРрЮяжЪбсбѕЗЂНЭВњЧхНрФмдДЕФЖржжвђЫиЃЌШчЃКдЄДІРэЁЂЯЫЮЌЫиРрУИНтЁЂНгжжТЪЁЂЮТЖШЁЂpHжЕЁЂЯЫЮЌЫиРрСЃОЖЁЂНСАшЫйЖШЁЂгаЮоН№ЪєРызгДцдкЕШЗНУцНјааСЫДѓСПбаОПЃЌШЁЕУСЫвЛЖЈЕФГЩЙћЃЌБОЮФЖдДЫНјааСЫзлЪіВЂЖдЮДРДЕФЗЂеЙЗНЯђНјааСЫеЙЭћЁЃ
2 ЯЫЮЌЫиРрЮяжЪЕФВњЦјТЪ
НќФъРДЃЌЙњФкЭтбЇепЖдВЛЭЌРДдДЕФЯЫЮЌЫиРрЮяжЪНјааСЫбсбѕЗЂНЭВњЧхНрФмдДЕФбаОПЃЌжївЊгаНеИбРрЮяжЪ[1,2]ЁЂжВЮяВадќ[3]ЁЂЛЗОГЮлШОЮяЃЈЫЎКљТЋ[4,5]ЁЂРЖдх[6]ЕШЃЉЁЃБэ1жаСаОйСЫМИжжОпДњБэадЕФЯЫЮЌЫиРрЮяжЪЕФбсбѕЗЂНЭВњЧхНрФмдД2000-2007ФъЕФбаОПНсЙћЁЃ
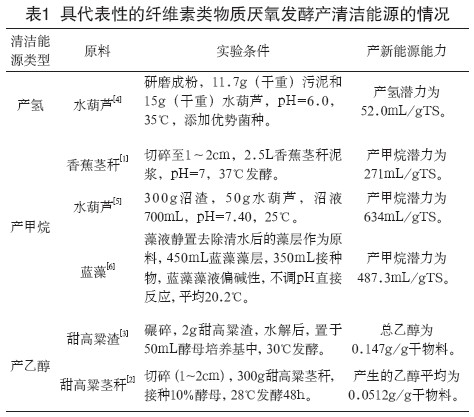 |
ДгБэ1жаПЩвдПДГіЃЌОЭВњЦјЖјбдЃЌЯЫЮЌЫиРрЮяжЪЗЂНЭВњМзЭщЕФЧБСІДѓгкЗЂНЭВњЧтЧБСІЁЃвдЫЎКљТЋЮЊР§ЃЌУПg T SЃЈИЩзмЙЬЬхКЌСПЃЉЕФВњМзЭщгыВњЧтСПжЎБШЮЊ12.2ЁУ1.0[4,5]ЃЛзїЮЊЦјЬхФмдДЃЌУПgМзЭщгыЧтЦјЭъШЋШМЩеЫљЗХГіЕФШШСПБШЮЊ1.0ЁУ2.6ЃЌЫљвдУПgTSВњМзЭщЫљЗХГіЕФШШСПдМЮЊУПgTSВњЧтЦјЗХГіШШСПЕФ4ЁЋ5БЖЁЃПЩМћЃЌгУЫЎКљТЋЗЂНЭжЦМзЭщБШЗЂНЭжЦЧтПЩвдЛёЕУИќЖрЕФФмСПЁЃЕЋЪЧЃЌгЩгкЧтЦјШМЩеЩњГЩЮоЮлШОЕФЫЎЖјМзЭщШМЩеЛсЩњГЩЮТЪвЦјЬхЖўбѕЛЏЬМЃЌЫљвдЧтЦјгыМзЭщЯрБШЪЧИќКУЕФЧхНрФмдДЁЃЖдгкВњМзЭщЖјбдЃЌЛЗОГЮлШОЮяЫЎКљТЋЕФЗЂНЭВњЦјЧБСІУїЯдИпгкЦфЫћЮяжЪЃЌДяЕН634mL/gTSЁЃЫљвдЃЌдкЗЂНЭВњМзЭщЪБЃЌНЈвщЪЙгУЫЎКљТЋЁЂРЖдхЕШЛЗОГЮлШОЮяЃЌШєФмГфЗжРћгУВЛНіПЩвдЪЙетаЉЮлШОЮяЮоКІЛЏЃЌЛЙФмНЋЦфзЊБфЮЊ
ПЩРћгУЕФЧхНрФмдДЁЃгУЬ№ИпСЛОЅИбЕШжЦШЁввДМЪЧФПЧАдйЩњФмдДРћгУЕФвЛИіШШЕуЃЌБэ1жаСаГіСЫгУЬ№ИпСЛдќМАОЅИбЗжБ№жЦШЁввДМЕФЕУТЪЃЌПЩвдПДГіЃЌгУЬ№ИпСЛдќВњввДМЕФЕУТЪдЖИпгкгУЬ№ИпСЛОЅИбВњввДМЕФЕУТЪЃЌетПЩФмЪЧвђЮЊЬ№ИпСЛдќОСзЫсЫсЛЏКѓЬсИпСЫВњввДМЕФСП[2,3]ЁЃ
3 ЯЫЮЌЫиРрЮяжЪбсбѕЗЂНЭВњЦјТЪЕФгАЯьвђЫи
НќФъРДЃЌЮЊСЫЪЙЯЫЮЌЫиРрЮяжЪИќКУЕиФмдДЛЏРћгУЃЌаэЖрбЇепжТСІгкбаОПИїжжвђЫи,ШчЃКдЄДІРэЁЂЯЫЮЌЫиРрУИНтЁЂНгжжТЪЁЂЮТЖШЁЂpHжЕЁЂЯЫЮЌЫиРрСЃОЖЁЂНСАшЁЂН№ЪєРызгЕШЖдЬсИпЯЫЮЌЫиРрЮяжЪЕФбсбѕЗЂНЭВњЦјСПЕФгАЯьЁЃвдЯТЗжБ№НјааЬжТлЁЃ
3.1 ВЛЭЌдЄДІРэЗНЗЈЕФгАЯь
ЯЫЮЌЫиРрЮяжЪжївЊгЩЯЫЮЌЫиЁЂАыЯЫЮЌЫиКЭФОжЪЫизщГЩЁЃЦфжаЃЌЯЫЮЌЫиКЭАыЯЫЮЌЫиФмБЛЮЂЩњЮяНЕНтЗЂНЭЃЌЖјФОжЪЫиВЛФмБЛЩњЮяНЕНтЁЃгЩгкАыЯЫЮЌЫиКЭФОжЪЫиМсЙЬЕиЯтЧЖдкЯЫЮЌЫижаЃЌаЮГЩНсОЇЛЏКЭФОжЪЛЏЃЌЖдЯЫЮЌЫиЦ№ЕНБЃЛЄКЭИВИЧЕФзїгУЃЌжТЪЙдкбсбѕЗЂНЭЙ§ГЬжаЃЌзшАСЫУИЖдЯЫЮЌЫиРрЮяжЪЕФНЕНтЫйЖШЁЃвђДЫЃЌдкЫЎНтЧАНјаадЄДІРэЃЌПЩвдЦЦЛЕЯЫЮЌЫиРрЮяжЪЕФНсЙЙЃЌНЕЕЭНсОЇЖШЃЌЭбШЅФОжЪЫиЃЌдіЧПСЫЯЫЮЌЫиУИгыЯЫЮЌЫиЕФгааЇНгДЅ[7]ЁЃдЄДІРэЗНЗЈжївЊАќРЈЮяРэЗЈЁЂЛЏбЇЗЈЁЂЮяРэЛЏбЇЗЈвдМАЩњЮяЗЈЕШЁЃ
ЃЈ1ЃЉЮяРэЗЈ
дкдЄДІРэЗНЗЈжаЃЌзюГЃгУЕФОЭЪЧНЋЯЫЮЌЫиРрЮяжЪМђЕЅЧаЗжЁЂФыЫщЕФЮяРэЗЈЁЃОбЇепУЧбаОПЗЂЯжЃЌЫфШЛдкЯЫЮЌЫиРржЦЧтЪБЃЌСЃОЖдНаЁдНгаРћгкВњЦјЃЛЕЋЪЧдкЯЫЮЌЫиРржЦБИМзЭщЪБШДЕУЕНСэвЛжжНсЙћЃЌМђЕЅЧаЗжБШЗлЫщЫљЕУЕНЕФВњМзЭщСПДѓ[8]ЁЃетвЛНсТлНЋдкЯТЮФСЃОЖЕФгАЯьжаНјвЛВНЗжЮіЁЃ
ЃЈ2ЃЉЛЏбЇдЄДІРэЗЈ
дкЛЏбЇдЄДІРэЗЈжаЃЌбЇепУЧжївЊбаОПСђЫсЁЂЧтбѕЛЏФЦЁЂАБЫЎКЭбѕЛЏетЫФжждЄДІРэЗНЗЈЁЃЖјЖдгкбаОПФкШнЖјбдЃЌЛЏбЇвЉМСЕФгУСПЁЂИїжжЛЏбЇвЉМСжЎМфЕФБШНЯвдМАДІРэЪБЕФЮТЖШЁЂбЙЧПЕШвђЫиЪЧбаОПЕФШШЕуЁЃШчЃКдквЉМСгУСПЗНУцЃЌПЕМбРіЕШ[9]гУХЈЖШЮЊ4%ЁЂ6%ЁЂ8%КЭ10%ЕФNaOHЖдТѓНеНјаадЄДІРэЃЌдк50g/LЕФЗДгІЦїЙЄзїЬхЛ§ИККЩТЪЯТЃЌХЈЖШЮЊ6%ЕФNaOHДІРэТѓНеаЇЙћзюКУЃЌзмВњегЦјСПзюИпЮЊ28.4LЃЛдк80g/LИККЩТЪЯТЃЌХЈЖШЮЊ8%ЕФNaOHДІРэТѓНеЕФаЇЙћзюКУЃЌзмВњегЦјСПзюИпЮЊ44.3LЁЃПЩвдПДГіЃЌУПжжвЉМСгаЫќЕФзюМбХЈЖШЃЌВЂВЛЪЧвЉМСгУСПдНИпЕУЕНЕФегЦјСПдНЖрЁЃдкИїЛЏбЇвЉМСжЎМфЕФБШНЯЗНУцЁЃВЛЭЌЕФЛЏбЇвЉМСЪЙгУСПЁЂЗЂНЭдСЯвдМАВЛЭЌИККЩЃЌОљЛсЕМжТВЛЭЌЕФдЄДІРэаЇЙћКЭВЛЭЌЕФЧхНрФмдДВњЩњСПЁЃгЩДЫПЩМћЃЌВЂВЛФмевЕНвЛжжвЉМСМАгУСПФмзюгааЇЕиЖдИїжжЯЫЮЌЫиРрЮяжЪНјаадЄДІРэЁЃетИјЙЄвЕЪЙгУЯЫЮЌЫиРрЮяжЪЩњВњЧхНраТФмдДДјРДСЫВЛБуЃЌдкЪЙгУЯЫЮЌЫиРрЮяжЪЧАвЊНјааДѓСПЕФЪЕбщвдБуевЕНзюМбЪЙгУСПДгЖјНкдМГЩБОЁЃВЂЧвШчЙћНЋЖржжЯЫЮЌЫиРрЮяжЪЛьКЯдквЛЦ№ЧвНјдСЯСПжЎБШОГЃБфЛЏЪБЃЌКмгаПЩФмдьГЩВњЦјСПВЛЮШЖЈЁЂБфЛЏДѓЕФЯжЯѓЁЃ
ЃЈ3ЃЉЮяРэЛЏбЇдЄДІРэЗЈ
дкЮяРэЛЏбЇдЄДІРэЗЈжаЃЌБЌЦЦЗЈКЭЪЊбѕЛЏЗЈЪЧГЃгУЕФдЄДІРэЗНЗЈЁЃбаОПЕФШШЕуМЏжадкдЄДІРэЪБЕФЮТЖШЁЂБЌЦЦЪБМфКЭЬэМгвЉМСжжРрМАгУСПЕШЁЃEmmelЕШ[10 ]ЪЙгУЮТЖШдк200ЁцЁЋ210ЁцЃЌБЌЦЦЪБМфЮЊ2ЁЋ5minвдМАХЈЖШЮЊ0.087%КЭ0.175%ЕФСђЫсЖдшёЪїЦЌНјааБЌЦЦДІРэЃЌЗЂЯжЪЙгУ0.175%ЕФСђЫсдк210ЁцБЌЦЦ2minЪБПЩЕУЕНзюМбдЄДІРэаЇЙћЁЃ
ЃЈ4ЃЉЩњЮяЗЈдЄДІРэ
дкЩњЮяЗЈдЄДІРэжаЃЌДѓЖрЪЙгУКжИЏОњЁЂАзИЏОњКЭШэИЏОњЕШЮЂЩњЮяРДНЕНтФОжЪЫиКЭАыЯЫЮЌЫиЁЃбаОПЗЂЯжЃЌАзИЏОњЛЦцпдУЋЦНИяОњдкЖўДЮДњаЛЙ§ГЬжаЛсВњЩњЖржжПЩвдНЕНтФОжЪЫиЕФУИЁЃAzzamЗЂЯждк5жмФк35%ЕФТѓВнБЛВкЦЄВрЖњОњзЊЛЏГЩЛЙдЬЧ[11]ЁЃ
УПжждЄДІРэЗНЗЈЖМгаЦфгХЕуКЭШБЕуЃЌзмЕФРДЫЕЃЌЮяРэЗЈФмКФДѓЃЌВЂЧвЕЅЪЙгУЮяРэЗЈДІРэаЇЙћВЛМбЃЛЛЏбЇЗЈДІРэаЇТЪИпЃЌЕЋЪЧвЉЦЗГЩБОИпЃЌШчгІгУгкЙЄвЕжавзВњЩњЖўДЮЮлШОЃЌЭЌЪБЫсаддЄДІРэЛЙгавжжЦУИНтЕФзїгУЃЛЩњЮяЗЈЫљашвЊЕФЪБМфНЯГЄЃЌаЇТЪНЯЕЭЃЌВЛЬЋЪЪКЯЙЄвЕгІгУЃЛЯрЖдЖјбдЃЌЮяРэЛЏбЇЗЈжаЕФБЌЦЦЗЈЮлШОаЁЃЌДІРэаЇЙћКУЃЌЕЋЦфФмКФНЯИпЁЃШчЙћФмНтОіЦфФмКФЮЪЬтЃЌФЧУДБЌЦЦЗЈНЋЪЧвЛжжОпгаЙуРЋЙЄвЕЛЏЧАОАЕФдЄДІРэЗНЗЈЁЃ
3.2 ЯЫЮЌЫиУИНт
РћгУЯЫЮЌЫиРрЮяжЪЮЊдСЯНјаабсбѕЗЂНЭВњЧхНрФмдДЃЌЫЎНтЪЧЦфжаНЯЮЊЙиМќЕФвЛВНЁЃЫЎНтЪЧЯЫЮЌЫиРрЮяжЪБЛЮЂЩњЮяЫљВњЩњЕФАћЭтЫЎНтУИЃЈжївЊЪЧЯЫЮЌЫиУИНтЃЉЯЫЮЌЫиУИзЊЛЏЮЊМђЕЅЕФШмНтадЦЯЬбЬЧКЭЯЫЮЌЖўЬЧЕФЙ§ГЬЁЃЮЊСЫЬсИпУИНтаЇТЪЃЌИїЙњбЇепЖдЯЫЮЌЫиЕФУИНтЙ§ГЬЕФзюЪЪЬѕМўНјааСЫбаОПЁЃНсЙћБэУїЃЌЯЫЮЌЫиУИзїгУЕФзюЪЪвЫЮТЖШЫцУИЕФРДдДВЛЭЌвЛАудк40ЁцЁЋ50ЁцЃЛЖдгкpHжЕЖјбдЃЌЫсадЯЫЮЌЫиУИЕФзюЪЪpHдк4.8зѓгвЃЌжаадЯЫЮЌЫиУИЕФзюЪЪpHжЕдк6.8зѓгвЃЛЖдгкУИдиСПДѓЖрВЩгУ7ЁЋ33FPU/gЯЫЮЌЫи[12]ЁЃ
3.3 НгжжТЪКЭЬэМгЮяжЪжжРрЕФгАЯь
НігУЯЫЮЌЫиРрЮяжЪЮЊдСЯНјаабсбѕЗЂНЭВњЧхНрФмдДЃЌВњСПаЁЧвДяЕНЮШЖЈЫљашЕФЪБМфГЄЁЃвЛАуАДвЛЖЈЕФНгжжТЪНЋгаЛњЗЯЫЎЁЂЧнаѓЗрБуЁЂЛюадЮлФрЕШКЌгаЛюадОњжжЕФЮяжЪЬэМгЕНдСЯжавЛЦ№НјааЗЂНЭЃЌДгЖјЕУЕННЯИпЕФВњЦјСПЁЃБэ2КЭБэ3ЗжБ№вдЫЎКљТЋЁЂЕОВнЮЊР§ЃЌСаОйСЫЬэМгВЛЭЌЮяжЪЖдВњМзЭщЁЂЧтЦјаЇТЪЕФгАЯьЁЃ
 |
ДгБэ2жаПЩвдПДГіЃЌЫЎКљТЋжЛгадкЬэМгЛюадЮлФрЕШЬэМгЮяжЎКѓВХФмВњМзЭщЃЌЖјдкВЛЬэМгШЮКЮЮяжЪЕФЧщПіЯТжЛФмНјШыВњЫсНзЖЮЖјВЛФмНјШыВњМзЭщНзЖЮЁЃгЩгкЫЎКљТЋдкУЛгаЬэМгЮяЕФЧщПіЯТЃЌШБЗІНЕНтЯЫЮЌЫиЮяжЪЫљашВњУИОњжжЃЌЖјЧвМзЭщОњЪЧвЛжжЪРДњЪБМфГЄЕФбЯИёбсбѕОњЃЌНЯФбдкЖЬЪБМфФкХрбјГіРДЁЃ
Бэ3НЋЯЫЮЌЫиРрЮяжЪЗЂНЭВњЧтЙ§ГЬжазюЮЊГЃМћЕФЬэМгЮя—ЛюадЮлФрКЭжэЗрдкЙЄвеЛљБОЯрЭЌЕФЧщПіЯТзіСЫБШНЯЃЌПЩвдПДГідкЕОВнжаЬэМгЛюадЮлФрЕУЕНЕФЧтЦјСПдМЮЊдкЕОВнжаЬэМгжэЗрЕФСНБЖЃЌПЩМћЃЌЪЙгУЛюадЮлФрБШЪЙгУжэЗрФмИќЮЊгааЇЕиЬсИпВњЧтаЇТЪЁЃетЪЧвђЮЊЛюадЮлФрНЯжэЗрКЌгаИќЗсИЛЕФЮЂЩњЮяОњжжЁЃ
3.4 ЮТЖШЕФгАЯь
ЮТЖШЪЧгАЯьбсбѕЗЂНЭЗДгІЕФжївЊвђЫижЎвЛЃЌгШЦфЪЧМзЭщЯИОњЖдЮТЖШЕФБфЛЏзюЮЊУєИаЁЃИљОнЯИОњЖдЮТЖШЕФЪЪгІЗЖЮЇПЩЗжЮЊЃКЕЭЮТЗЂНЭЃЈ5ЁцЁЋ15ЁцЃЉЁЂжаЮТЗЂНЭЃЈ30ЁцЁЋ35ЁцЃЉКЭИпЮТЗЂНЭЃЈ50ЁцЁЋ55ЁцЃЉЁЃ
баОПБэУїЃЌЖдгкЗЂНЭВњМзЭщЖјбдЃЌИпЮТЗЂНЭБШжаЮТЗЂНЭВњЦјЫйЖШПьЃЌВњЦјСПДѓЁЃФЯбобоЕШ[8]ЗжБ№дк35ЁцКЭ53ЁцЕФЬѕМўЯТЃЌЖдНеИбНјаабсбѕЗЂНЭжЦМзЭщЪЕбщЃЌЗЂЯждк53ЁцЪБНјаабсбѕЗЂНЭжЦБИМзЭщЕФВњЦјСПНЯДѓЁЃРММЊЮфЕШ[13]дк35ЁцКЭ55ЁцЕФЬѕМўЯТЗжБ№ЖдЫЎКљТЋНјаабсбѕЗЂНЭжЦБИМзЭщЪЕбщЃЌвВЕУЕНЯрЭЌЕФНсТлЁЃ
ЖјЖдгкЗЂНЭВњЧтЖјбдЃЌжаЮТЗЂНЭЕФВњЦјСПЗДЖјИпгкИпЮТЗЂНЭЕФВњЦјСПЁЃжмПЁЛЂЕШ[7]дк35ЁцКЭ55ЁцЪБЗжБ№ЖдЫЎКљТЋНјааЗЂНЭжЦЧтЪЕбщЃЌНсЙћБэУїдкЗЂНЭЕзЮяжЪСПЭЌЮЊ10gЃЈзмЙЬЬхКЌСПЭЌЮЊ92.7%ЃЉЁЂЗЂНЭЪБМфЯрЭЌЕФЧщПіЯТЃЌ35ЁцЪБЕФзмВњЧтСПЮЊ185mLЃЌНЯ55ЁцЪБЕФзмВњЧтСП105mLДѓЁЃ
3.5 pHжЕЕФгАЯь
УПжжЯИОњЖМгаЦфЩњГЄзюЪЪКЯЕФpHжЕЃЌЫљвдpHжЕЖдЯЫЮЌЫиРрЮяжЪбсбѕЗЂНЭВњЧхНрФмдДЕФгАЯьЪЧВЛФмКіЪгЕФЁЃ
ЯЫЮЌЫиРрЮяжЪбсбѕЗЂНЭВњМзЭщЪБЃЌПижЦВњЦјСПДѓаЁЕФЙиМќвђЫиЪЧМзЭщОњЃЌЖјМзЭщОњЕФзюЪЪpHжЕЗЖЮЇЪЧ6.8ЁЋ7.2ЃЌШєpHаЁгк6.6ЛђДѓгк9.0ЃЌдђМзЭщОњНЋДѓСПМѕЩйЁЃЖјЯЫЮЌЫиРрЮяжЪбсбѕНЕНтЙ§ГЬжаЛсВњЩњгаЛњЫсЕШжаМфВњЮяЃЌЕМжТpHжЕЯТНЕЃЌдкЗДгІЦїжаПижЦ2000ЁЋ3000mg/LЕФМюЖШПЩвдБЃеЯЦфpHжЕдкжаадЗЖЮЇФкЁЃ
ЖдгкВњЧтЖјбдЃЌвЛАуНЋpHжЕПижЦдк6.0зѓгвЃЌОЭПЩвдвжжЦМзЭщОњЕФЩњГЄЁЃжмПЁЛЂЕШ[14 ]ЖдpHжЕЗжБ№ЮЊ4.5КЭ6.0ЕФ10gTSЕОВнЗЂНЭВњЧтНјаабсбѕЗЂНЭЃЌзмВњЧтСПЗжБ№ЮЊ6 4 0 m LЃЈВњЧтЧБСІЮЊ6 4m L/gT SЃЉКЭ9 05m LЃЈВњЧтЧБСІЮЊ9 0 . 5mL / g T SЃЉЁЃCh o uЕШ[ 1 5 ]ЗжБ№дкpHжЕЮЊ5.0ЁЂ5.5ЁЂ6.0ЁЂ6.5ЕФЬѕМўЯТНјаабсбѕВњЧтЃЌвВЗЂЯжpHжЕЮЊ6 . 0ЕФзмВњЧтСПзюДѓЃЌетгыжмПЁЛЂЕУГіЕФНсТлЯрЮЧКЯЁЃ
ЖдгкВњввДМЖјбдЃЌЗДгІЦїpHжЕвЛАудк5зѓгвЁЃТэЛсЧПЕШ[16]ЕУГіAQОњЃЈВњввДМОњЃЉзюЪЪpHжЕЮЊ4.8ЁЋ5.8ЃЌЙ§ЕЭЛсгАЯьAQОњЕФЛюСІЃЌЙ§ИпЛсзЬЩњдгОњЁЃ
3.6 СЃОЖЕФгАЯь
вЛАуРДЫЕЃЌЯЫЮЌЫиРрЮяжЪНЯаЁЕФСЃОЖгажњгкЯЫЮЌЫиУИгыЯЫЮЌЫиЕФНгДЅЃЌЬсИпЗДгІаЇТЪЁЃжмПЁЛЂЕШ[14]БЈЕРСЃОЖЮЊ770μmЕОВнЕФзмВњЧтСП315mLЃЌдЖаЁгкСЃОЖЮЊ170μmЕОВнЕФзмВњЧтСП905mLЁЃ
ЕЋЪЧдкбсбѕНЕНтВњМзЭщЕФЙ§ГЬжаЃЌВЂВЛЪЧСЃОЖдНаЁЃЌВњЦјСПдНДѓЁЃФЯбобоЕШ[8]ЗжБ№ЖдНеИбНјааЗлЫщКЭМђЕЅЧаЗжДІРэЃЌШЯЮЊМђЕЅЧаЗжЕФНеИбзмВњМзЭщСПНЯИпЁЃРММЊЮфЕШ[13]ЖдЫЎКљТЋвдЭЌбљЕФЗНЪНДІРэЃЌЕУЕНРрЫЦЕФНсТлЁЃдвђжївЊЮЊЃКЫЎКљТЋЫсЛЏЗДгІгыМзЭщЛЏЗДгІМфДцдквЛИіЦНКтЕуЃЌМђЕЅЧаЗжЕФНеИбЫсЛЏЫйТЪНЯТ§ЃЌЫсЛЏЗДгІгыМзЭщЛЏЗДгІФмДяЕНИќКУЕФЦНКтЃЌгаРћгкЗДгІНјааЁЃгыДЫЭЌЪБЃЌМђЕЅЧаЗжЕФНеИбПзЯЖТЪИпЃЌВњЦјИќвзвчГіЃЌдквЛЖЈГЬЖШЩЯДйНјСЫЫЎКљТЋбсбѕНЕНтВњМзЭщЕФНјааЁЃ
Г§СЫЩЯУцЬсЕНЕФжюЖрвђЫиЃЌЛЙгавЛаЉЦфЫћвђЫивВЛсгАЯьВњЦјСПЃЌШчЃКНСАшЫйЖШЁЂгаЮожиН№ЪєРызгДцдкЕШЃЌдкДЫВЛвЛвЛзИЪіЁЃ
4 еЙЭћ
ЃЈ1ЃЉЙЄвЕЛЏЮЪЬт
дкЯЫЮЌЫиРрЮяжЪбсбѕЗЂНЭЩњВњЧхНраТФмдДЕФЙ§ГЬжаЃЌВњСПНЯЩйЁЂГЩБОНЯИпЪЧЙЄвЕЛЏжївЊЕФЮЪЬтЁЃШчЙћЪЙгУдЄДІРэРДЬсИпВњЦјСПЃЌЛсдіМгГЩБОЁЃЫљвдЃЌЯжНзЖЮЫфШЛЯЫЮЌЫиРрЮяжЪДѓСПДцдкЃЌШЫУЧЛЙЪЧЦЋЯђгкЪЙгУГЩБОНЯЕЭЁЂВњСПНЯИпЁЂЮоашдЄДІРэЕФЗрБуЛђепгаЛњЗЯЫЎзїЮЊбсбѕЗЂНЭЩњВњаТФмдДЕФдСЯЁЃЫљвдЃЌдкЮДРДЕФбаОПжагІзХжигкНЕЕЭЩњВњГЩБОЃЌЬсИпВњЦјСПЁЃ
ЃЈ2ЃЉдЄДІРэЮЪЬт
ЯЫЮЌЫидЄДІРэММЪѕВйзїИДдгЧвЗбгУАКЙѓЃЌвзВњЩњЖўДЮЮлШОЁЃШчЃКЮяРэЗЈФмКФДѓЃЛЛЏбЇЗЈвЉЦЗНЯЙѓЧвЪЙгУХЈЖШНЯДѓЪБЃЌвздьГЩЖўДЮЮлШОЃЛЩњЮяЗЈЫљашЪБМфГЄЕШЁЃЮДРДЕФбаОПЗНЯђжївЊзХжигкЙЄГЬгІгУЃЌвдЩњЮяЗЈЮЊжїЃЌЖржжДІРэЗНЗЈЯрНсКЯЃЌвдДяЕНМђЛЏВйзїЁЂНЕЕЭГЩБОЁЂМѕЩйЮлШОЕФаЇЙћЁЃ
ЃЈ3ЃЉЫЎНтУИЮЪЬт
РћгУЮЂЩњЮяздЩэВњЩњЕФЫЎНтУИНЕНтЯЫЮЌЫиЭљЭљашвЊНЯГЄЕФЪБМфЃЌаэЖрбЇепдкбаОПЯЫЮЌЫиРрЮяжЪбсбѕЗЂНЭЙЄвеЪБЃЌЖМЪЙгУЭЖМгЯЫЮЌЫиУИЕФЗНЗЈЃЌвдМгПьНЕНтЫйЖШЃЌЬсИпаЇТЪЁЃЕЋЪЧЯЫЮЌЫиУИМлИёАКЙѓЃЌДѓДѓЬсИпСЫГЩБОЁЃ
дкЯТНзЖЮЕФбаОПжаЃЌдкЫЎНтЗНУцгІМЏжадкНЕЕЭНЕНтЯЫЮЌЫиУИЕФГЩБОКЭЬсИпЮЂЩњЮяЫЎНтЯЫЮЌЫиЕФЫйЖШЁЃ
ЃЈ4ЃЉЛЗОГЮлШОадЕФЯЫЮЌЫиРрЮяжЪ
ОпгаЛЗОГЮлШОадЕФЯЫЮЌЫиРрЮяжЪЃЌШчЃКЫЎКљТЋЁЂРЖдхЕШЃЌФъВњСПНЯДѓЧвЮЊМБашЧхГ§ЕФЯЫЮЌЫиРрЮяжЪЁЃгЩгкЯЫЮЌЫиРрЮяжЪЪЧвЛжжМЋЮЊЗсИЛЕФзЪдДЃЌШчЙћПЩвдБЛКмКУЕиРћгУЃЌВЛНіФмдіМгФмдДЃЌЛЙФмБфКІЮЊБІЃЌМѕЩйЛЗОГЮлШОЁЃ
ФПЧАЃЌдкГЋЕМЛЗОГБЃЛЄгыОМУЗЂеЙЭЌВННјааЕФЙВЪЖжаЃЌЪЙгУЯЫЮЌЫиРрЮяжЪжЦБИЧхНраТФмдДвбГЩЮЊЪЎЗжШШУХЕФЛАЬтЃЌвВЪЧбЇепУЧХЌСІбаОПЕФЗНЯђжЎвЛЁЃЕЋЙЄвЕЛЏЪЙгУЯЫЮЌЫиРрЮяжЪЗЂНЭВњЦјЯждкЛЙВЛГЩЪьЃЌЛЙгааэЖрЮЪЬташвЊНтОіЃЌШчВњЦјСПНЯЩйЁЂдЄДІРэГЩБОИпЁЂвзаЮГЩЖўДЮЮлШОЕШЁЃжЛвЊНтОіСЫЯрЙиЮЪЬтЃЌЯЫЮЌЫиРрЮяжЪбсбѕЗЂНЭВњЦјММЪѕНЋЛсгаИќЙуРЋЕФЗЂеЙЧАОАЁЃ
зїепМђНщЃКВЬшЏЃЌ1987ФъЩњЃЌХЎЃЌЫЖЪПЃЌбаОПЗНЯђЃКЫЎЮлШОПижЦЁЃ
ВЮПМЮФЯзЃК
[1] V.C.KaliaЃЌV.SonakyaЃЌN.Raizada.Anaerobic digestion of bananastem waste.Bioresource Technology[J].2000.73:191-193.
[2] ЭѕЯщКгЃЌЙмгкЦНЃЌЕШ.Ь№ИпСЛОЅИбМАЦфзбСЃЙЬЬЌЗЂНЭОЦОЋЕФбаОП[J].Ф№ОЦПЦММЃЌ2007ЃЌ(11):48-50.
[3] АрОИбѓЃЌеХшђЕШ.вдЬ№ИпСЛдќЮЊдСЯЗЂНЭЩњВњввДМ[J].ББОЉЛЏЙЄДѓбЇбЇБЈЃЌ2007ЃЌ34(6):637-639.
[4] ГЬОќЃЌХЫЛЊв§ЃЌЕШ.ЮлФрКЭЫЎКљТЋЛьКЯЗЂНЭВњЧтЕФгАЯьвђЫиЗжЮі[J].ЮфККРэЙЄДѓбЇбЇБЈЃЌ2006ЃЌ28:209-214.
[5] ВщЙњО§ЃЌдјЙњоёЃЌЕШ.ЫЎКљТЋЗЂНЭВњЦјЧБСІЕФЪЕбщбаОП[J].ФмдДЙЄГЬЃЌ2006ЃЌ(6):50-51.
[6] ЖЪЋаёЃЌЖНѕбоЃЌЕШ.ЕсГиРЖдхЗЂНЭВњегЦјЕФбаОП[J].ПЩдйЩњФмдДЃЌ2006ЃЌ2:16-18.
[7] жмПЁЛЂЃЌЦнЗхЃЌЕШ.ЗяблСЋЗЂНЭВњЧтЬиадЕФбаОП[J].жаЙњЛЗОГПЦбЇЃЌ2007ЃЌ27(1)ЃК141-144.
[8] ФЯбобоЃЌзоЛЊЃЌЕШ.НеИббсбѕЗЂНЭВњегЦјЕФГѕВНбаОП[J].ЪГЦЗгыЩњЮяММЪѕбЇБЈЃЌ2007ЃЌ26(6):64-68.
[9] ПЕМбРіЃЌРюауН№ЃЌЕШ.NaOHЙЬЬЌЛЏбЇдЄДІРэЖдТѓНеегЦјЗЂНЭаЇТЪЕФгАЯьбаОП[J].ХЉвЕЛЗОГПЦбЇбЇБЈЃЌ2007ЃЌ26(5):1973- 1976.
[10] Emmel AЃЌMathias ALЃЌet al. Fractionation of Eucalyptus GrandisChips by Dilute Acid-Catalysed Steam Explosion[J]. Bioresource TechnologyЃЌ2003ЃЌ86(2):105-115.
[11] ЭѕСЊНсЃЌГТНЈЛЊ.ФОжЪЯЫЮЌдСЯдЄДІРэММЪѕ[J].ЯжДњЛЏЙЄЃЌ2007ЃЌ27(6):66-69.
[12] зоЫЎбѓЃЌЙљьыдЖЃЌЕШ.ЩњЮязЊЛЏФОжЪЯЫЮЌЫидСЯЩњВњШщЫсЕФбаОПНјеЙ[J].ЯжДњЪГЦЗПЦММЃЌ2008ЃЌ24(4):394-400.

ЪЙгУЮЂаХ“ЩЈвЛЩЈ”ЙІФмЬэМг“ЙШЬкЛЗБЃЭј”





