


醋酸吸收法治理熔铅烟气
铅是一种淡青灰色质软的重金属,比重大(11.34) ,熔点低(327 ℃) . 沸点高(1740 ℃) . 在蓄电池、冶金、油漆、颜料等行业中,都存在熔铅作业. 当加热固体铅的温度超过熔点后,随着温度的不断升高,将会有越来越多的铅蒸气从铅液表面逸出. 铅对人体属积累性的毒物,它将损害人的神经系统、消化系统、骨骼和血液循环系统,并造成贫血.
目前国内外对含铅烟尘的净化方法可分为物理净化和化学净化两类. 由于物理净化法有一系列的缺点,本文采用化学净化中的醋酸吸收法.
1 讨论
铅加热到400~500 ℃时即产生大量的铅蒸气(俗称铅烟) 而逸入空气中. 在不同温度下,铅蒸气可以与氧反应生成PbO 和PbO2 . 熔铅烟尘中铅主要以PbO 的形式存在,尤其是当熔铅温度较高时更是如此. 该物质不溶于水,难溶于稀的碱性溶液,但易溶于酸生成铅盐,若采用醋酸水溶液作吸收剂,其反应式如下:
PbO + 2HAC —→PbAC2 + H2O
生成的醋酸盐毒性大且易溶于水,而《污水综合排放标准》GB8978 —96) 中规定总铅的最高允许排放浓度为110 mg/ L ,故吸收液必须经过处理方能排放.
根据溶度积理论,对氢氧化铅溶液中铅离子的溶解度作如下计算:
 |
由溶度积与溶解度的换算关系,可得饱和吸收液中的Pb2 + 浓度为
 |
25 ℃时Pb (OH)2 的溶度积为2 ×10 - 16,代入上式可得
 |
由上述计算结果可知,氢氧化铅溶液中铅离子的含量小于国家工业废水排放标准110 mg/ L. 因此,选用氢氧化钠溶液对醋酸铅进行处理在理论上是可行的. 其反应式如下:
PbAC2 + 2NaOH —→Pb (OH) 2 + 2NaAC
按公式计算,可知当[Pb2 + ]浓度为110 mg/ L (即4.83×10 - 6 M/ L) 时,反应应控制的理论pH 值为9.2.
反应生成的NaAC 易溶于水,但属于无毒物质,对水体不造成污染,可直接排放. 对Pb(OH) 2 沉淀若采用硝酸处理可生成硝酸铅,其反应式如下:
Pb (OH) 2 + 2HNO3 —→Pb (NO3) 2 + 2H2O
附产物硝酸铅可作为颜料铅铬黄的原料,也可作鞣革剂,媒染剂等使用.
2 流程及操作
|
铅烟综合治理流程图 |
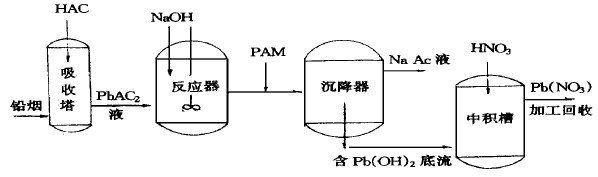
我们模拟云南省某冶炼厂电铅锅台铅烟的平均浓度1.6 mg/ L 做试验,铅烟进入筛板吸收塔后选用0.2 %醋酸水溶液作吸收剂,净化后铅烟浓度可降到0.136 mg/ m3 (平均值) ,吸收率可达91.5 % ,使车间铅烟浓度大大降低. 为避免二次污染,将吸收液醋酸铅引入反应器,加氢氧化钠,控制pH 值,可使氢氧化铅溶液中铅离子浓度低于0.815 mg/ L (最高值) ,小于国家工业废水排放标准1.0 mg/ L. 为了沉降分离,将反应器生成物混合液引入沉降器,加入絮凝剂(PAM) ,以加速Pb (OH) 2 的沉降,醋酸钠清液可排入水体. 为了综合利用,将氢氧化铅导入中和槽加硝酸,生成的硝酸铅可制作颜料等使用.
3 结论
1) 用0.2 %醋酸溶液在塔设备中处理铅烟的操作在技术是可行的,经济上是合理的,此方法吸收率高,设备简单,操作容易,使用范围广.
2) 通过用氢氧化钠、氢氧化钙、氢氧化铵、碳酸钠等作沉淀剂分别进行对比试验,相比之下,氢氧化钠易于操作,处理方法简单,设备经济易得,不产生二次污染.
3) 通过试验得知,pH 值大于8.0 则产生氢氧化铅沉淀,其沉淀被滤出后的滤液中含铅量可低于1.0 mg/ L 的国家工业废水排放标准. 但需注意,当pH 值小于7.2 时不生成沉淀,而当pH 值大于12 时又生成亚铅酸离子,使生成的氢氧化铅沉淀再次溶解. 试验证明,pH值控制在8.5~9 之间生成的氢氧化铅沉淀最稳定,此结果与理论值基本相符.
4) 含铅废水的处理与废水中的原始浓度无关,待处理的废水含铅量无论是50 mg/ L. 还是5 mg/ L ,加碱调到最佳pH 值后,经过滤排出的含铅量均可以达到国家工业废水排放标.

使用微信“扫一扫”功能添加“谷腾环保网”




