


谈包装车间的粉尘治理
包装车间是水泥厂最为严重的尘源之一。连续测试结果表明,某公司老式包装机处于工作状态时,作业点粉尘浓度高达9.6mg/Nm3,室内平均粉尘浓度7.8mg/Nm3,外排浓度210mg/Nm3,三项指标均超过了国家标准规定。1992年底,我们对老线包装车间收尘系统进行了全面改造,两年来的运行结果表明,本次改造效果较好,完全能达到国家标准规定,现将改造情况分述如下。
1 改造前的情况
1.1 改造前收尘工艺
某公司老线为一台G4201型双嘴水泥包装机,收尘设施为两级,一级是CLK-Φ700扩散式收尘器;二级是正压袋式收尘器(自制),见表1,两收尘器工作流程见图1。
|
表1 正压袋收尘工作参数
|
(1)系统阻力大,收尘效率低。扩散除尘器本身流体阻力较大(约1800Pa),又加之该正压袋收尘为人工清灰,中间滤袋积灰不易清除,因而系统阻力大大增加,处理风量明显减少,降低了收尘效率。
(2)该袋收尘器结构不合理,工作时为正压,内滤结构,每当掉袋现象发生时,粉尘便充满整个车间,污染现象严重。
(3)收尘风量不能满足包装机要求。袋收尘处理风量只有4800m3/h,是包装机要求风量的80%左右。
(4)两级收尘,工艺复杂。
 |
图1 改造前工艺流程
1.G4201双嘴固定包装机;2.CLK700扩散除尘器;3.GX300螺旋输送机;4.4-72-11№.5C风机;5.ZD型袖袋除尘器(64袋);6.闪动阀
2 改造情况
根据包装车间粉尘干、细的特点和原收尘器的收尘情况,经过多次论证,选用了合肥水泥院设计的FD系列回转反吹袋式收尘器(见表2),同时对传统的收尘点也做了改进,收尘工艺见图2。
|
表2 FD180-78袋收尘器性能
|
 |
图2 改造后收尘工艺
1.G4201双嘴固定包装机;2.FD180-78收尘器;3.4-72-11№.6C风机;4.双层闪动阀;5.GX400螺旋输送机;6.操作台;7.反吹风机;8.行星摆线针轮减速机
2.1 FD180收尘器的特点
(1)FD180收尘器是一种复合式除尘器,是重力与袋收尘的结合,含尘气体低进高出,避免了二次扬尘;风侧向进入收尘器,在离心力的作用下,粗粉落入灰斗,微粒粉尘随气体散落于滤袋间(外滤),粉尘在风的作用下,阻留在滤袋外表面,净化后的气体进入收尘器顶部,由引风机排出。
(2)脉动清灰。反吹风机的高压风经反吹阀产生脉动,通过反吹管进入反吹机构,反吹机构由行星摆线针轮减速机带动,高压脉动,风依次进入各个滤袋,清除表面积灰。其构造见图3。
(3)风量能满足收尘要求。
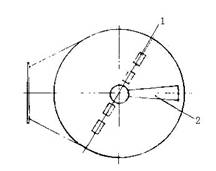 |
图3 反吹机构示意图
1.反吹孔;2.反吹机构
2.2 收尘点的改造情况
传统的收尘点一般开在包装机后部和前上部抽吸。实测表明:弥散于车间的粉尘,绝大多数产生于包装机出料嘴处,针对这一特点,我们在机嘴斜上方(操作台上),特设一个三角形收尘罩(见图4),这样弥散于外部的粉尘便通过收尘罩全部抽吸进去,工人操作环境大为改善。
 |
图4 收尘罩示意图
3 治理效果
两年来的多次测试结果表明,收尘效果完全能达到国家标准(收尘效果对比见表3)。在1993年新生产线包装车间,我们仍然选用了反吹袋收尘器(FD300-148),同样取得了较好的收尘效果见表4。
|
表3 改造前后收尘效果对比表
|
||||||||||||||||||||||
|
表4 FD300-148收尘器收尘效果
|

使用微信“扫一扫”功能添加“谷腾环保网”




