


RRS干化+热解焚烧污泥处理方案
RRS工艺(Resources Recycle System,资源循环系统)是利用蒸汽低温裂解的方式,改变污泥本身的胶体结构,将包裹在湿污泥中的物理化学结合水释放为自由态水,改善污泥的脱水性能,再用传统的机械方式去除水分。工艺具有装置简单可靠、运营成本低的显著优点。
1 蒸汽低温裂解工艺
污泥(含水率约80%)经污泥泵注入反应釜,同时通入过热蒸汽,反应釜内设有搅拌装置,使蒸汽与湿污泥混合均匀,经一定时间的低温热解反应,使具有高分子结构的碳氢化合物转变成为低分子结构的有机物,破坏污泥的持水结构,从而使污泥脱水性能大幅提高。反应产物约含有30%的自由态水,经污泥泵送至三相卧螺沉降离心机挤压脱水,可获得含水率约55%的半干污泥。在脱水工艺和焚烧工艺之间设一风干仓,利用蒸汽加热的热风对半干污泥进行进一步鼓风干燥,干污泥的最终含水率通过鼓风干燥的强度和时间控制,可降至10%以下。
经蒸汽低温裂解反应后的湿污泥也经历了消毒和灭活,臭味随乏蒸汽带出,已变成安全无污染的产品。
经挤压获得的压滤液无毒无味,含有高浓度的钾和氮,是理想的优质浓缩液体有机肥料。同时,压滤液含有较高浓度的COD和BOD,如作为废水处理,须回送污水处理厂或自建污水处理设施。
反应釜导出的乏蒸汽经除臭洗涤和冷凝,回送到锅炉给水系统继续使用。
含水率为30%~40%的半干污泥进入焚烧炉焚烧,污泥焚烧产生的热量通过余热锅炉产生过热蒸汽回送反应釜用于处理湿污泥,同时通过空气预热器加热风干仓的鼓风空气。污泥焚烧产生的高温烟气经过余热锅炉冷却后再经过烟气净化装置和烟囱排入大气。
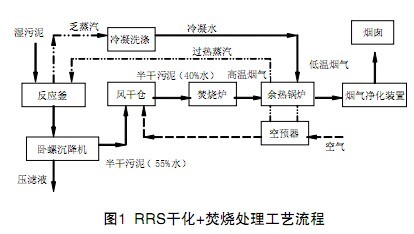
RRS干化+焚烧处理的工艺流程如图1。
 |
系统的显著优势如下:
(1)工艺简单可靠。蒸汽裂解工艺满足了湿污泥在转质过程中需要的还原性气氛和合适的温度,避免了传统干化工艺较为棘手的低温、隔绝氧气的工艺要求,使工程化装置的设计制造变得简单、可靠,有利于国产化和造价的降低,同时减少了运营和维护成本。
(2)比较彻底地达到了“无害化、资源化、减量化”的目标。最终产品是完全无害化的焚烧灰渣,减量程度可达90%以上。污泥的热能完全回收利用,并存在压滤液和炉渣两项潜在副产品,资源化程度高。
(3)经济性好。除了项目初投有望大幅度下降以外,系统内部的能耗自用有余。根据目前国内污泥的成分测算,每吨湿污泥达到入炉焚烧的干化程度所需热能只相当于自身产生蒸汽热能的33%,项目达到一定规模后,完全可以考虑通过焚烧发电方式实现厂用电自给甚至售电盈利。焚烧炉、余热锅炉的热效率高达80%,大大降低了运营成本。
(4)环保和污染物控制技术成熟。在密闭反应器中通过低温热解,迅速完成杀菌除臭过程,后续污泥处理不会产生异味及污染。压滤液如果作为污水处理,可采用成熟的工艺达标排放;焚烧炉尾气采用半干法+活性炭吸附+布袋除尘的处理工艺,同时由于污泥含氯较少,二噁英的产生量极小,各项污染物都较易控制达标。
2 污泥焚烧炉的选择
污泥的主要特性是成分复杂,含有腐败性有机物及有害物质,水分高、灰分高、挥发性高,极易分解。同时热值低,粒度小,容易裹带在烟气中不能充分燃烧。根据对污泥焚烧过程的研究试验,发现污泥焚烧的最大特点是在温升的初期即开始大量分解,挥发分在烟气中的燃烧占据了焚烧过程的大部分,因而焚烧炉的炉型选择和设计必须充分考虑到污泥的特性,从而达到燃烧充分、控制飞灰及抑制二噁英产生的处理效果。
目前适合污泥燃烧的焚烧炉型有流化床焚烧炉和热解气化焚烧炉。
2.1 流化床焚烧炉
流化床焚烧炉是利用流态化技术进行焚烧污泥,在炉内有大量的石英砂作为热载体。流化床在焚烧污泥前,通过喷油燃烧将炉内的石英砂加热至600℃以上,污泥经干化后投入炉内,流态化的污泥与媒体强烈混合,污泥水分很快蒸发,一部分污泥直接燃烧,另一部分被分解气化,形成空中的气体燃烧。
流化床焚烧炉由于有热载体的存在,燃烧稳定、对物料性状波动适应性好、燃烧热效率高。
在污泥焚烧中,其缺点是要使污泥及媒体处于流化状态必须消耗很大的动力;污泥极易气化的特性使空中燃烧部分的设计变得困难;细小颗粒容易未经充分燃烧而带入烟气中;烟气含尘量高,尾气处理负荷加重。流态化固体颗粒对炉壁磨损严重。本项目中,由于污泥的低位热值较低,流化床焚烧炉须添加燃料才能维持运行,增加了运行成本。
2.2 热解气化焚烧炉
该炉从结构上分为一燃室与二燃室。一燃室内燃烧层次分布如图2所示,从上往下依次为干燥段、热解段、燃烧段、燃尽段和冷却段。
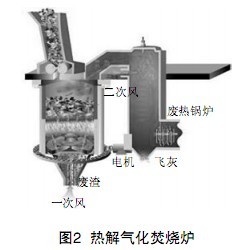 |
进入一燃室的污泥首先在干燥段由热解段上升的烟气干燥,其中的水分挥发;在热解气化段分解为一氧化碳、气态烃类等可燃物并形成混合烟气,混合烟气进入二燃室燃烧;热解气化后的残炭向下进入燃烧段充分燃烧,温度高达1100℃~1300℃,其热量用来提供热解段和干燥段所需能量。燃烧段产生的残渣经过燃尽段继续燃烧后进入冷却段,由一燃室底部的一次供风冷却(同时残渣预热了一次风),经炉排的机械挤压、破碎后,由排渣系统排出炉外。一次风穿过残渣层给燃烧段提供了充足的助燃氧。空气在燃烧段消耗掉大量氧后上行至热解段,并形成了热解气化反应发生的欠氧或缺氧条件。
由此可以看出,污泥在一燃室内经热解后实现了能量的两级分配:裂解成分进入二燃室焚烧,裂解后残留物留在一燃室内焚烧,污泥的热分解、气化、燃烧形成了沿向下运动方向的动态平衡。在投料和排渣系统连续稳定运行时,炉内各反应段的物理化学过程也持续进行,从而保证了热解气化炉的持续正常运转。
2.3 污泥焚烧炉的选择
热解气化焚烧炉技术完善可靠,其最突出的优点是对污泥的挥发性高、易于热分解的特点适应性强,污泥的裂解气体可以在二燃室内得到充分燃烧,同时由于是无扰动燃烧,烟气带走的颗粒物很少,对粒度极小的污泥燃烧尤其适合。在燃烧系统上及炉体结构上采取一定的措施,可以适应本项目高水分、低热值的污泥燃烧。热解气化焚烧炉是目前国内危险废物焚烧炉市场上的主导产品,单台处理量在10~120t/d之间,且其技术成熟、可靠性高。因此本工程采用热解气化焚烧炉。
3 RRS干化+焚烧工艺
污泥处置中心分为两个工段,即RRS干化+焚烧,相应设置干化车间和焚烧车间(见图1)。
3.1 污泥脱水/干化系统
脱水/干化系统采用日本能源研究所新研究开发的污泥低温裂解脱水干化新工艺,利用蒸汽低温裂解的方式,改变污泥本身的胶体结构,改善污泥的脱水性能,再用传统的机械方式去除水分。系统由污泥泵、反应釜、螺旋压滤机、储仓(槽)、乏蒸汽处理系统等组成。湿污泥(含水率约80%)经一定时间的低温热解反应,再经压滤机脱水,可获得含水率约55%的半干污泥。反应釜导出的乏蒸汽经除臭洗涤和冷凝,回送到锅炉给水系统继续使用,半干污泥经风干仓简单风干,待含水率降至40%以下即可送往焚烧车间进行焚烧。
3.2 污泥焚烧炉
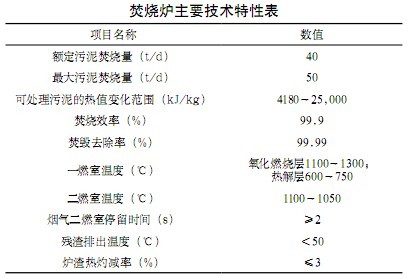
本项目所用的污泥焚烧炉为一种立式旋转炉排热解气化焚烧炉,此焚烧装置具有适应热值范围广、负荷调节能力大、可操作性好和自动化程度高等特点,已广泛用于处理不同形状的可燃危险废物。在污泥低位热值达到4200kJ/kg时,该炉在不添加辅助燃料的情况下就能保证二燃室温度在1100℃以上,烟气停留时间不少于2s,符合GB-18484要求的危险废物处理标准。
污泥焚烧炉主要由旋转热解气化炉和气体燃烧室(二燃室)组成。主要技术特性见下表。
 |
热解气化炉从上往下,依次为干燥段、热解段、燃烧段、燃尽段和冷却段。污泥从热解炉顶部料仓漏斗上方投入料仓内,并通过加料装置将污泥连续不断地加入炉内。随着加料时炉体的转动,加入炉内的污泥会均匀撒在炉膛内圆截面上的任何一处表面上。一燃室自上而下分为干燥层、热解层、氧化燃烧层、热渣层、冷渣排出层。
污泥在热解气化炉(一燃室)内通过干燥、热分解(450℃~600℃)和气化(600℃~800℃),部分可燃物质分解为一氧化碳、气态烃类等可燃混合烟气进入二燃室,热解气化后的残留物(液态焦油、较纯的炭素以及污泥本身含有的无机灰土和惰性物质)在炉中继续进行充分燃烧,燃烧温度达到1100℃~1200℃。燃尽后的结焦状残渣受到热解气化炉底部的一次供风冷却,经炉排的机械挤压,破碎成100mm以下的块状物排至炉底的水封槽内,经过湿式出渣系统排出。残渣可直接用于制砖材料、铺路基或填埋。
热解气化炉产生的混合烟气进入二次燃烧室,经二次风补氧,在自动燃油燃烧器的控制下进行过氧燃烧,炉内温度控制在1100℃±50℃,燃烧后的高温废气经烟道式余热锅炉吸热回收能量后,温度降至200℃进入尾气处理系统,处理达标后排入大气。焚烧炉工作方式:连续进料、连续出渣、不间断连续运行。
焚烧炉助燃方式:柴油助燃,温控自动启停。二次燃烧室的主体为一筒形立式结构,设有烟气进口、二次风入口、燃烧器喷火口、烟气出口、沉积飞灰清理门。它的作用是将焚烧室体内产生的混合烟气在高温富氧状态下使有机气体燃尽,并确保烟气温度高于 1100℃,停留时间大于2秒。点火器为燃油燃烧器,其工作时由温控器指令其开启。在正常工作状况下,燃烧器处于待机状态,仅在开炉或因停电停炉等因素重新启动焚烧炉点燃热解烟气时开启。
3.3 烟气处理系统
污泥焚烧炉的烟气成分很复杂,含有多种有害物质,如酸性气体(HCl、SO2、HF)、粉尘、重金属、 NOX和二噁英等。焚烧炉出来的烟气经半干式反应塔、布袋除尘器净化达到排放标准后,再经引风机、烟囱排入大气。烟囱高度暂定40m。
去除酸性气体(HCl和SO2)的原理为用NaOH粉剂加水制成碱液(溶液浓度为20%),用浆液泵送至反应塔利用喷雾装置雾化后与烟气中的酸性物质进行中和反应。当雾化水经过雾化喷嘴在净化塔中雾化,并与烟气充分接触,烟气冷却并增湿,氢氧化钠气雾同H2O、 SO2、H2SO3、HF、HCl反应生成干粉产物,整个反应分为气相、液相和固相三种状态反应。
脱除酸性气体后的烟气挟带着燃烧产生的烟尘、中和反应产生的钠盐以及未反应完全的氢氧化物离开反应塔进入布袋除尘器,反应塔烟气温度控制在150℃左右,必要时进行喷水冷却降温,进入布袋除尘器的烟气温度约150℃,烟气在布袋除尘器内得到进一步净化,除掉了烟气中的反应剩余物后进入引风机。
在布袋除尘器前喷入活性炭以吸附烟气中的重金属和二噁英。
3.4 污水处理系统
经蒸汽低温裂解反应后的湿污泥也经历了消毒和灭活,臭味随乏蒸汽带出,已变成安全无污染的产品。经挤压获得的压滤液无毒无味,含有高浓度的钾和氮,是理想的优质浓缩液体有机肥料。由于压滤液中含有重金属,会对厌氧菌有抑制作用,必须再增加预处理系统。本方案采用混凝沉淀法,即在碱性条件下,使重金属离子生成沉淀,再在絮凝剂的作用下生成大絮体后加以去除。由于项目废水COD浓度较高,采用厌氧的生化工艺,厌氧工艺采用技术较成熟的UASB工艺。由于原水有机物浓度高,为保证UASB池的处理效果,可采用两级厌氧处理。
根据上述理由,本工程主要工艺流程为:氨汽提+混凝沉淀+UASB+沉淀(见图3)。
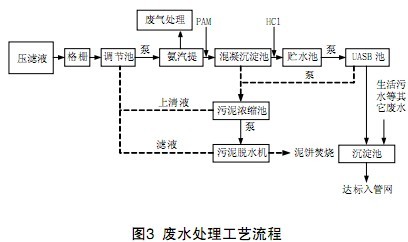 |
该处理工艺投资较少、占地小、操作管理方便、运行费用低、污泥量少,经实践检验是一种经济可靠适用的压滤液处理技术。处理效果较好,废水经处理后可以达到污水处理厂允许的进管网标准。

使用微信“扫一扫”功能添加“谷腾环保网”




