


新型垃圾衍生燃料制备工艺
摘要:介绍了一项新型垃圾衍生燃料RDF制备技术。该技术通过改变现有焚烧炉工作状况入手,利用专有技术对南方高湿混合生活垃圾进行预处理制成衍生燃料后再进行焚烧,降低了垃圾焚烧处理对原料、热值及水分的要求,提高了焚烧法处理垃圾的适用范围,减少了能耗及成本,提高了处理能力和热能输出,极大降低了焚烧尾气所造成的二次污染,实现了重要技术突破。
关键词:城市生活垃圾,垃圾衍生燃料,制备工艺
当前,我国城市生活垃圾年产量已达1.4亿吨以上,占世界年产生活垃圾总量的1/4以上,且仍以每年8%~ 10%的速度增长[1]。我国历年生活垃圾堆存量现已高达 60亿吨,占用耕地5亿m2,直接经济损失达80亿元人民币。而实施了简易处理的城市生活垃圾仅占垃圾总量的 2.3%,每年产生数量巨大的城市生活垃圾(MSW)对环境管理和污染控制形成了严重挑战。目前,国内660个城市中已有200个城市陷入垃圾的“包围”之中,城市生活垃圾的无害化、减量化和资源化处理已迫在眉睫。
垃圾处理方式主要有填埋法、堆肥法、焚烧法。填埋或露天堆积都不能实现垃圾处理的减量化,仍需占用大量土地。由于焚烧处理可以实现城市生活垃圾热能回收、减容、减重、高温灭菌等目的,在环境保护和资源利用方面具有明显的优势,因而得到较快的发展[2]。然而,垃圾焚烧会对大气造成二次污染,不能完全燃烧,部分仍然需要填埋。而垃圾衍生燃料(Refuse Derived Fuel,RDF)为垃圾能源化带来了生机,成为垃圾利用领域新的技术热点。在RDF的制备中,城市生活垃圾预处理和其RDF制备工艺尤为重要。本文介绍了一项新型垃圾衍生燃料制备工艺。
1 原生生活垃圾焚烧处理存在的问题
据统计,2003年我国城市生活垃圾的焚烧处理能力是2000年的6倍,达到15,000吨/日;2004年我国新投入运行的大型集中生活垃圾焚烧厂在5座以上,总规模约为 3900吨/日;2005年投入运行的焚烧厂在9座以上,总规模在5400吨/日以上[3]。2006年新投入运行的生活垃圾焚烧厂数量在9座以上,总规模约为4000吨/日[4]。预计未来 10年,我国城市生活垃圾焚烧处理将得到更大的发展。据预测,到2010年,我国城市生活垃圾的产生量将达到 2.9亿吨/年,按处理比率划分,卫生填埋占70%、焚烧占20%、堆肥占10%,年焚烧处理的垃圾量将在5600万吨以上。根据我国城市化发展趋势和城市用地相对紧张的局面预测,城市生活垃圾焚烧的比率还会更高。
垃圾焚烧技术在我国处于起步阶段,目前已建和在建的垃圾焚烧厂,基本上是引进国外技术,部分采用国产设备,原生垃圾一般未经处理或仅是简单分拣即入炉焚烧,无论从资源再利用角度还是从设备运行的安全经济角度来讲,都存在不足之处。对待垃圾焚烧问题,我们必须注意吸取工业发达国家垃圾焚烧造成环境污染的教训,不能走“先发展、后污染、再治理”的老路,应当根据我国的实际情况,吸收国外成功的经验,研究开发适合我国国情的高效、低污染的垃圾焚烧处理技术。
城市生活垃圾不经处理直接作为固体燃料进行焚烧,存在以下主要问题:
(1)垃圾中的有机物极易腐烂,运输和贮存都较困难;
(2)垃圾具有成分和热值波动大、水分和灰分含量高等特点,容易造成燃烧不稳定;
(3)垃圾中常含有塑料、食盐以及其它含氯化合物,高温受热时会产生具有腐蚀性的氯化氢气体,氯化氢排放可形成酸雨,且可在炉内腐蚀金属设备;由于含氯化合物的存在,还可能产生剧毒有害物质—二噁英,对人类健康形成更严重的危害;
(4)垃圾焚烧后排出的灰渣通常含有有害金属,如汞、铅等,若处理不当,也会造成环境的二次污染。
2 垃圾衍生燃料
要提高焚烧炉的运行质量,加大热能利用率,减少尾气治理成本,首先应在垃圾进炉前进行有效的预处理,为焚烧创造有利条件是至关重要的。一种先将城市生活垃圾在进炉前进行有效的预处理和成型加工,然后作为固体燃料被焚烧利用的垃圾衍生燃料的出现,为解决上述问题提供了新的思路,目前已应用于城市生活垃圾焚烧处理资源化利用的工程中。
垃圾衍生燃料制作系统由破碎分选子系统和加工成型子系统组成。RDF加工生产技术是将生活垃圾首先进行破碎,分拣出可燃物,再加入添加剂干燥,最后将其挤压成型等处理,制成颗粒状物质—RDF燃料。 RDF燃料的特点是大小均匀,所含热值均匀,成型工艺可使垃圾热值提高4倍左右,且易运输及贮存,在常温下可储存6~10个月不会腐烂[5]。因此可以临时将一部分垃圾贮存起来,以解决锅炉技术停运,或者因旺季而导致垃圾产出高峰时期的处置能力问题;通过在RDF成型过程中加入添加剂[6][7]可以达到炉内脱除SO2、HCl和减少二噁英类物质排放的目的。这种燃料可以作为主要原料单独燃烧,亦可根据锅炉工艺要求,与煤、燃油混烧。
垃圾衍生燃料具有热值高、燃烧稳定、易于运输、易于储存、二次污染低和二噁英类物质排放量低等特点,可广泛应用于干燥工程、水泥制造、供热工程和发电工程等领域。
3 垃圾衍生燃料的制备及应用
3.1 RDF分类组成及特性
3.1.1 RDF分类
美国试验材料协会(ASTM)按城市生活垃圾衍生燃料的加工程度、形状、用途等将RDF分成7类(见表1)。在美国RDF一般指RDF2和RDF3,在瑞士、日本等国家 RDF一般是RDF5,其形状为Φ(10~20)×(20~80)mm 圆柱状,其热值为14,600~21,000kJ/kg。
 |
3.1.2 RDF的组成及特性
RDF的性质随着地区、生活习惯、经济发展水平的不同而不同。RDF的物质组成一般为:纸68.0%、塑料胶片15.0%、硬塑料2.0%、非铁类金属0.8%、玻璃 0.1%、木材、橡胶4.0%、布类5.0%、其它物质5.0%。 RDF的特性主要为:
(1)防腐性
RDF-5的含水率低于15%,制造过程中加入一些钙化合物添加剂,具有较好的防腐性,可在室内的条件下贮存1年,且不会因吸湿而粉碎。
(2)燃烧性
热值高,RDF-5的发热量在14,600~25,000kJ/kg,且形状一致而均匀,有利于稳定燃烧和提高效率。可单独燃烧,也可与煤、木屑等混合燃烧。其燃烧和发电效率均高于原生垃圾。
(3)环保特性
由于含氯塑料只占其中一部分,加上石灰可在炉内进行脱氯,抑制氯化物气体的产生,烟气和二噁英等污染物的排放量少,而且在炉内脱氯后生成氯化钙,有益于排灰固化处理。
(4)运营性
RDF生产方便,不受场地和规模的限制,原料一般用袋装,卡车运输即可;管理方便,可长期储存,适用于小城市分散制造后集中给于一定规模的发电站使用,有利于提高发电效率和进行二噁英等的治理。
(5)利用性
作为燃料使用时虽不如油,但使用方便与低质煤类似,RDF-5的燃点较低,与含硫高、发热值低的煤混烧可以大大提高煤的燃烧效能。据报道,日本川野田水泥厂在用RDF作为水泥回转窑燃料时,其较多的灰分也变成了有用原料,并开始在其它水泥厂推广。
(6)残渣特性
RDF-5燃烧后的残渣占10%~20%(与成分有关),比未经制造的垃圾焚烧灰少,且干净,含钙量高,有微孔,吸附率高,易利用,是用于污水过滤的好材料,亦可减少填埋量。
3.2 RDF的制备工艺
城市生活垃圾固型燃料的制备工艺一般有散装RDF 制备工艺、干燥挤压成型RDF制备工艺和化学处理的 RDF制备工艺。在RDF的生产中,要根据垃圾的成分,决定采用什么样的制备工艺。
3.2.1 RDF制备工艺系统设计的内容
(1)对垃圾进行有效的机械化分拣和破碎,保证破袋率≥99%,出料块度≤200mm;
(2)对分拣破碎后的高含水混合垃圾进行有效分离,分为低含水的可燃物和高含水的发酵料两部分;
(3)对高含水垃圾进行有效的生物预处理,在好氧条件下进行;
(4)当可燃物部分垃圾含水在30%~40%时,进行二次半湿粉碎至块度≤50mm;
(5)对块度≤50mm的垃圾进行均质混合和添加 CaO等助剂后进行干燥、挤压造粒成φ20mm、长40~ 100mm,水分降至15%~25%;
(6)必要时对含水10%~20%的颗粒燃料在进气温度150℃下进行二次烘干,至含水率≤15%,送往焚烧炉;(7)中间过程配有污水处理,除臭、充氧等操作,优化操作环境。
3.2.2 RDF制备工艺系统流程图
整套工艺由垃圾接收破碎单元、垃圾含水率降低及热值提高单元、造粒烘干单元、配套工程单元组成。工艺系统流程见图1。
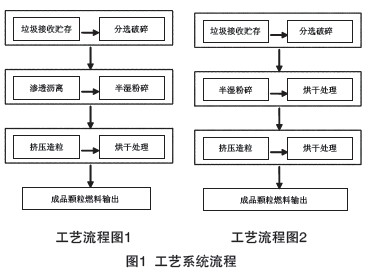 |
图1中的流程可分为3个单元:
(1)垃圾接收预处理破碎单元
分别设计大件分选和一体化破袋、分选、破碎机械加工,及辅助人工分选过程相结合的方法。
(2)垃圾含水率降低及热值提高单元
我国垃圾含水率平均在35%~55%之间,为确保焚烧的低燃点和发热值的有效利用,采用一次烘干加一次冷却的方法。确保焚烧炉进料水分≤15%,燃料热值 ≥2300~3000kcal/kg。
(3)造粒、烘干单元
原料的粉碎粒度,直接影响颗粒燃料的造粒加工。因此,采用半湿粉碎的方法,将造粒进料块度控制在 5cm以内,同时设计造粒机防堵孔机构,及时清理挤压孔板,确保造粒机正常高效运行。
由于垃圾处理的特殊性,在工艺设计时,尽量实现设备的“口对口”联接模式,通过过程设备的选用,尽最大限度地减少用工。
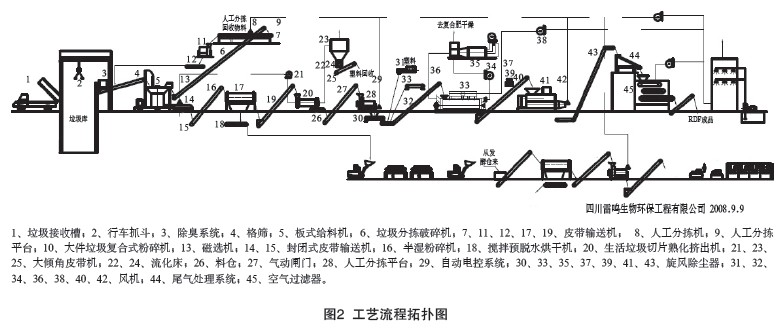
某8~10t/hRDF城市生活垃圾资源化工程的工艺流程拓扑图见图2。
 |
3.2.3 设备装置的选择及改进
该工艺首次对含水率为35%~55%的混合垃圾颗粒燃料生产线进行研发,为资源的再利用创造了良好条件,其工艺路线比美国现在完整的RDF生产线减少设备近一半,各种运行费用极低,平均按垃圾40元/吨计, RDF-5每吨成本低于150元。为了达到最佳的垃圾处理效果,最优化选择了处理的设备装置并对部分设备进行了合理的改进。
(1)管束式干燥机的选用
该机由机壳、搅拌传动装置、换热列管、风机、尾气吸收系统,空气补充系统及蒸汽排放处理系统构成,主要用于将含水50%以上的破碎垃圾进行烘干处理,将其含水率降至35%以下,同时由于搅拌过程的物料均匀混合,保证出机垃圾的综合成分及含水率与发热值均衡,以保证焚烧炉经济有效运行。该机水分蒸发量为2000~3000kg/h,该系统共需热量190×104~ 280×104kcal/h(2.3~2.9MW/h),进料垃圾水分 40%~50%,处理能力12t/h,出料水分32%~35%,锅炉厂确认锅炉尾气排放情况为:180℃、91,000m4/h。经衡算为220×104kcal/h(2.6MW/h),符合干燥机使用要求。该干燥机使用工况为:进气180℃,出气65℃~ 75℃,尾气排放85×104kcal/h(1.05MW/h),出气绝对湿度0.09kg/kg,相对饱和度50%,具备较强的传质能力。
(2)沸腾床干燥机的选用
管束式干燥机排气温度接近造粒机出料温度,可以让燃料颗粒直接进入恒速干燥段,为强化传质推动力故增加沸腾床干燥机一台,用于利用此部分余热蒸发水分。该机由带通透性进风机壳、传动机构、热风渗透系统、机架等构成。采用沸腾流化操作。该机主要用于将造粒机输出的含水率为30%的颗粒燃料烘干至含水率≤27%,出料温度60℃~65℃,利于冷却床的高效运行。该机供热采用管式干燥机尾气,同时对造粒颗粒在水分蒸发过程中实现强度的提高、充分的燃烧和挥发份的有效利用。
(3)沸腾床冷却机的选用
经沸腾床干燥机出料温度为40℃~45℃,再次通过自然风冷却至室温,利用一台沸腾床冷却机实现冷却,此间脱水2%~3%,消除燃料颗粒结块的可能。该机由带通透性进风机壳、传动机构、冷风渗透系统、机架等构成。采用沸腾流化操作。该机主要用于将沸腾床干燥机出来的含水率为27%左右的颗粒燃料烘干至含水率 ≤25%,出料温度接近室温,利于焚烧炉高效运行和燃料的可靠储存。该机供冷采用自然洁净空气,同时对造粒颗粒在水分冷却过程中实现强度再次提高。
(4)垃圾破袋分拣破碎机
该机由组合式垃圾综合处理系统、驱动装置、机架操作检修平台构成。对城市生活垃圾同时进行破袋、分拣和破碎三种加工。破袋率≥95%,硬性物有效分拣率 ≥80%,设备出口物料块度≤100mm。
(5)半湿粉碎机
该机由粉碎执行机构、机壳、机架和驱动装置构成。该机主要用于对从沥离仓排出的含水率40%左右的垃圾进行二次粉碎,以保证造粒机运行良好的制粒性能,粉碎出料块度≤50mm,产量≥14,000kg/h。
(6)挤压成形机
该机为组合式挤压造粒机。由均质搅拌、挤压成形、孔板清理三部分机构组成。均质搅拌过程由双轴浆叶轴和机壳构成,挤压成形由变径变距螺杆、出料孔板、壳体构成。孔板清理机构由滑动孔板、滑槽、液压系统、滑动孔板表面清理系统构成。该机将由半湿粉碎机出来的50mm以下块度的物料进行挤压成柱状条形颗粒。颗粒粒径≤30mm,长度≤100mm。由于垃圾中含有大量废塑料、破布等,在挤压过程中极易出现出料孔间搭桥结块现象,堵塞出料孔,故本机设有滑动孔板作为物料导向孔,当导向孔受堵,受液压系统控制,滑动孔板自动脱离挤压孔板,并剪断堵孔长纤维移向挤压筒外侧。经自动清理表面附着物后,自动归位。确保造粒机有效运行,减小停机损失。
该工艺采用了先进的热量内循环系统,系统热效率提高了40%;设备运行率大于80%,可节约大量的运行费用和维护费用。
3.3 工艺系统输出产品的性质、燃烧性能及排放指标
3.3.1 产品性质
(1)有效提高发热值:试验证明,低位发热值为 800kcal/kg的垃圾,经上述过程加工后,热值可达到 2300~3000kcal/kg;
(2)水分含量减少,着火点降低,可以不加任何热能补充物质(生炉发火除外),实现垃圾的焚烧作业;
(3)热值稳定:垃圾经加工后的颗粒燃料,热值基本一致,可改善焚烧炉运行稳定性;
(4)孔隙率与空气混合均匀度均高,燃烧充分,通过造粒对细粉状物料的固定,尾气粉尘排放减少近 80%;
(5)减量明显:试验证明,垃圾经加工成颗粒燃料后,减量60%,焚烧炉有效处理能力提高近1倍;
(6)由于燃烧条件改善,焚烧炉输出有效利用热能提高130%左右,发电系统能量利用率提高近35%,飞灰大量减少,排放质量得到有效提高。
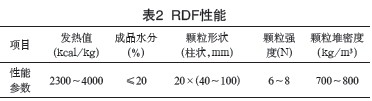
该系统所生产的焚烧炉颗粒燃料性能见表2。
 |
3.3.2 产品的燃烧性能及排放指标
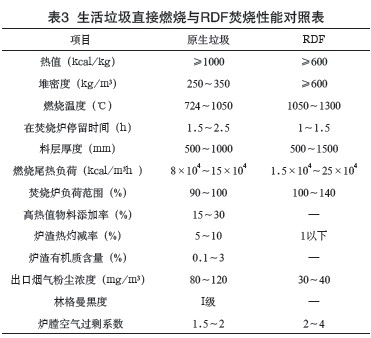
该系统所生产焚烧颗粒燃料与不预处理垃圾直接燃烧垃圾燃料使用性能比较见表3。
 |
4 结论
(1)目前,垃圾焚烧技术在我国尚处于起步阶段, 在发展垃圾焚烧及综合利用发电过程中,由于受原生垃圾燃料性质的影响,焚烧炉工作效率较低,运行费用及尾气治理成本较高,电能输出和经济效益难以发挥,因而制约了整项技术的推广应用。我们应当根据实际情况, 吸收国外成功的经验, 研究开发适合我国国情的高效、低污染的垃圾焚烧处理技术。
(2)RDF作为垃圾处理新技术现已逐渐得到世界各国的重视,但由于我国城市生活垃圾的成分特点是可燃有机成分含量低、不可燃无机成分含量高、垃圾成分波动大;水分含量高、热值较低,因而RDF技术在我国推广应用仍有一定的难度。
(3)目前国内有关企业已自行研究设计了符合我国国情的混合垃圾焚烧炉RDF生产线,并已建成示范装置,为RDF焚烧处理技术装备国产化做出了示范,创出了特色。
该项RDF制备工艺利用专有技术将南方高湿混合生活垃圾加工成垃圾衍生燃料后再进行焚烧处理,垃圾减容率在95%以上,热能回收率在70%以上,电能回收率提高35%,尾气排放质量各项指标均优于散装垃圾焚烧处理,燃烧剩余物可直接用作水泥厂、砖厂原料,可完全实现零填埋。该系统技术从改变现有焚烧炉工作状况入手,对生活垃圾进行预处理后再进行焚烧,降低了垃圾焚烧处理对原料、热值及水分的要求,提高了焚烧法处理垃圾的适用范围,减少了能耗及成本,提高了处理能力和热能输出,极大地降低了垃圾焚烧尾气所造成的二次污染,实现了重要的技术突破。
参考文献:
[1] 王冰.垃圾衍生燃料的应用[J].上海建材,2008,(1):10.
[2] 史震天,李润东,刘耀鑫. 生活垃圾源头分类制取RDF技术分析[J].环境保护与循环经济,2008,(3):27-2.
[3] 中国环境保护产业协会城市生活垃圾处理委员会.我国城市生活垃圾处理行业 2004年发展报告[R]. 北京:40-42.
[4] 中国环境保护产业协会城市生活垃圾处理委员会.我国城市生活垃圾处理行业 2006年发展报告[J]. 中国环保产业,2005.
[5] 苏铭华,陈小华.衍生材料RDF-5技术应用前景展望[J].广西节能,2004,(4):33-34.
[6] 崔文静,周恭明,陈德珍等.矿化垃圾制备RDF的工艺研究及应用前景分析 [J].能源研究与信息,2006,22(3);132-133.
[7] 官贞珍,周恭明,陈德珍.垃圾衍生燃料作为生活垃圾焚烧炉辅助燃料的费用- 效益分析[J].环境污染与防治, 2008,30(12):92.

使用微信“扫一扫”功能添加“谷腾环保网”




