


制冷技术革命与冷凝法油气回收技术的发展
摘 要:介绍了20世纪后期制冷技术革命性的进步,及其对冷凝法油气回收技术发展的推进作用,分析了冷凝法油气回收技术的优势和对生产厂家的要求。
关键词:制冷技术,油气回收,冷凝法
《储油库大气污染物排放标准》(GB20950-2007)对“油气回收处理装置”的定义是:“通过吸附、吸收、冷凝、膜分离等方法将发油过程产生的油气进行回收处理的装置”。冷凝方法是诸多油气回收处理技术中的一种。
2 0世纪中后期,我国曾引进了日本C H I T O S E & CO,MARUZEN Eineering Incorporation公司的溶液吸收油气回收处理装置、美国McGILL公司的活性炭吸附油气回收处理装置、美国EDWARDS公司冷凝法油气回收处理装置。三种不同工艺的装置,运用结果大相庭径。 80年代,原商业部中国石油公司(现在的中石化销售公司)从国外引进了冷凝法、吸收法、吸附法的油气回收处理装置各一套,分别在天津、上海、太原的油库使用。但由于多种原因,未能推广普及。只有冷凝法的装置在1998年9月由天津调拨到镇海炼油厂,至今运行使用情况很好。
1 制冷技术在20世纪后期取得革命性进步
2007年在北京举行的第22届国际制冷大会上的《制冷学科研究与发展报告》指出,“制冷技术是20世纪对人类社会影响最大的科学技术成就之一”。2000年,美国工程院历时半年,组织30多家美国职业工程协会,以“改变人类生活方式、推动社会生产发展、提高人类生活质量”为标准,评选了20世纪影响最大的20项工程技术成就。结果,制冷技术排名第10位,排在了高速公路、航天技术、因特网、核技术等前面。制冷技术不但使“空调制冷技术成为人们的健康、运输、食品保鲜的不可缺少的设施。人们可以在地球上最冷和最热的地方工作和生活”,而且推动了许多尖端科学技术的研究和发明。
制冷技术在20世纪后期的革命性发展,可从以下方面来认知。
1.1 制冷压缩机的革新提高了能效比,性能系数上升到1.5左右
制冷压缩机可称为制冷系统的心脏,对制冷技术的发展有决定性的作用。制冷压缩机由电动机和压缩机两部分组成。其革新的主要措施有改进工艺设计、选用优质材料、提高加工精度。
(1)电动机的改进
选用特低铁损和高磁通新型硅钢片做电机铁芯,加大冲片横截面,退火处理定子冲片,自扣工艺组合转子,定子线圈采用手工下线并提高满槽率,严格控制转子定子之间的气隙。
(2)压缩机的改进
引入有限元法计算机模拟辅助设计,采取零件优化、加工优化、结构尺寸优化等多项工艺措施,加强硬度、减小摩擦系数,滑动部件间隙精确到几微米。采用高转速电动机和变频技术使压缩机运转速度从1440r/min提高到3000r/min,或变频调速到10,000r/min。提高压缩机排量、缩小压缩机体积、降低压缩机运行工况电耗,从而提高压缩制冷效率。50匹比泽尔活塞式半封闭压缩机只有长795mm、宽452mm、高445mm,体积减小一半多。能耗的减少如比泽尔S6F-30.2Y压缩机,在制冷温度为-50℃时(用R404A,制冷量17.42kW),电机名义功率 22kW,实际运行功率13.42kW,实际运行功率比名义功率小8.58kW。压缩机性能系数COP普遍得到提升,有的从不足1.0上升到1.5~1.7。
1.2 新型制冷剂提高了制冷剂单位质量制冷量,满足环保节能要求
制冷剂按组成成分可分为单一制冷剂和混合制冷剂。新型环保制冷剂属于混合制冷剂。单一制冷剂只含一种化合物,其热物理性能参数恒定不变;混合制冷剂是由两种或两种以上的制冷剂组成的混合物,混合比例可改变其热物理性能参数。混合制冷剂又分为共沸混合制冷剂和非共沸混合制冷剂。共沸混合制冷剂如R500、 R502、R503、R507等;非共沸混合制冷剂如R404A、 R407A、R407B、R407C、R410A、R410C等。使用非共沸混合制冷剂,能显著降低制冷系统的能耗,如: R22/R114(50/50)非共沸混合制冷剂取代R22,制冷系数提高25%。再如:使用比泽尔4G-30.2压缩机的制冷温度为-5℃时,使用R22的制冷量为60kW,使用R404A的制冷量为66.5kW。同样的设备、同样的能耗,制冷量增加6.5kW,提高约11%。新型环保制冷剂以其环保性、可靠性、节能性和替代现有制冷剂方便的特点,已得到广泛认可。
1.3 智能、稳定、安全、可靠的自控技术实现了操作的升级换代
制冷工艺属于热工技术,系统内冷凝和蒸发的配置在不同压力和温度等条件下运行,与地理、气候、压缩机和制冷剂的选型、装置系统的制造质量等因素都有密切关系,其动态变量和受控点较多,需要在严密监控和频繁调节的状态下运行。过去由于受机械工业技术水平的局限,压缩机温度、压力等的调节器件自动化程度不高,在较长的历史阶段,装置的状态调试和运行调节比较繁琐,要求操作人员具有较高的技能和丰富经验。因此给人留下“冷凝法油气回收处理装置操作太麻烦”的印象。
随着现代科技的发展,广泛应用计算机技术和智能化控制器件,冷凝法油气回收处理装置的自动化程度已达到相当高的水平。具体表现为:
(1)高性能自控器件的应用,完善了稳定工作状态的自动调节系统。如:温度控制器、压力控制器、电子喷液器、安全保护监控,数据检测及变送、数据传输及调节,从检测到判断直至发出控制指令,完全实现智能化自控。
(2)PLC技术能够自动做好程序控制,实现无人值守、运行参数传输、远程控制。
(3)变频器控制技术可有效提高压缩机能效系数,变频调速高达1万r/min。改变压缩机运转速度提高压缩机排量进而提高制冷效率,属于技术含量较高的产品。智能、稳定、安全、可靠的自动化控制技术,将复杂技术简单化,解除了人的繁重劳动,实现了冷凝法油气回收处理装置的操作和运行管理的升级换代。
2 冷凝法在油气回收技术工艺中的优势
冷凝法油气回收处理的技术优势,得益于近三十年来制冷技术的进步。
2.1 冷凝技术工艺最适合石油产品的性质
原油是由分子大小和化学结构不同的烃类和非烃类组成的复杂混合物,从原油中提炼成品油的基本工艺是蒸馏。蒸馏时将原油的液体混合物加热,让轻组分气化并将其导出进行冷凝,使其轻重组分得到分离。无论是两段气化流程(常压蒸馏和减压蒸馏)还是三段气化流程(包括原油初馏、常压蒸馏和减压蒸馏),都是依据石油的热性质,按照不同气化温度进行分段切割。从原油加工最基本的方法“加热蒸馏”到油气处理的冷凝法“去热凝结”,都经过“受热气化—降温液化”的工序,冷凝法油气回收技术原理则是在成品油储运环节,重复着“气化—液化”的过程,使油蒸气发生相变,从气态回到液态,完成对油气的回收处理。所以,冷凝法处理油气的技术原理与原油加工的技术原理是一致的,对于油气的热性质、迁移特性来说,最适合采用冷凝法处理。
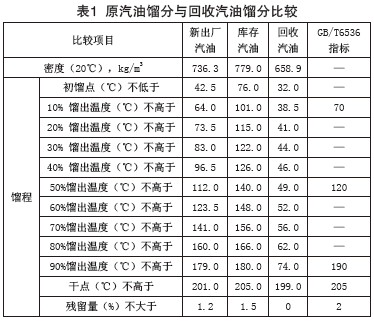
2.2 冷凝法回收汽油的馏分优于汽油原指标
冷凝法工艺的特点是简明直接、不需二次工艺处理,回收的汽油不会混入其他杂质成分,馏分优于原汽油指标。吸附法、膜法等工艺的油气回收处理技术,采用喷淋吸收的二次工艺处理富集和提浓的油气,难免会影响回收汽油的馏分指标。表1为原汽油馏分与回收汽油馏分的比较(当地大气压:102.33kPa)。
 |
2.3 冷凝法油气回收处理的单位能耗最低
随着制冷技术革命性的进步,压缩机新型产品体积缩小、排量提高、能耗减少,新型制冷剂增加了单位质量制冷量,提高了制冷系统能效比,降低了冷凝法处理每立方米油气的配置功率指标(见表2)。
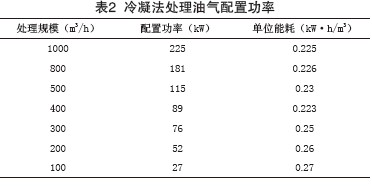 |
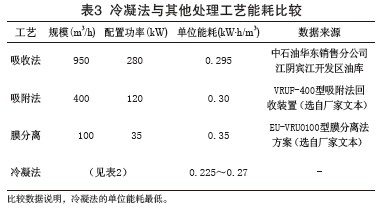
从表2可见,冷凝法处理油气的单位能耗为0.225~ 0.27kW·h/m3。特别要说明的是:因为制冷压缩机的实际运行功率只是配置功率的85%~90%,实际的工况能耗比表2中的数据还要低。冷凝法与其他方法的单位能耗(kW·h/m3)比较见表3。
 |
3 发挥制冷技术优势推进冷凝法油气回收技术的发展
在四种油气回收技术方法中,冷凝法的安全防爆技术措施要求提高、凝结器结构设计及制作的技术难度增大。冷凝法处于油气回收技术的高端。
3.1 冷凝法装置的安全防爆技术措施要求提高
油气回收处理装置的应用场合是炼油厂、石油成品油库、加油站等,属于具有可燃可爆气体的危险环境。因此,产品设计必须执行国家防火防爆规范,装置制造必须符合防火防爆的技术标准、设备出厂必须通过国家防爆电气产品质量监督检验中心检测合格并颁发《防爆合格证》。
冷凝法油气回收处理装置在低温状态下处理油气,油气通过的凝结器是非电构件,工艺本身具有较高安全系数。但冷凝法油气回收工艺与其他的油气回收技术工艺的明显差别是采用的电气原件非常多。一台三级降温的冷凝法油气回收处理装置,采用数千只零部件,大的如制冷压缩机,小的如温度探头。如果对每一个元件都要求防爆,不但成本剧增,而且有的元件从技术上就很难做到防爆(如大屏幕触摸屏)。采用正压房间防爆方式,对上千个电气元件集中防爆,是成熟的防爆技术。但正压房间内机组多,控制柜多层结构,强电弱电线缆重叠,仪表种类繁杂,因此要保证强电弱电线缆及各类仪表分箱分道、保证机房内正压均衡、防止监测可燃气体浓度和正压压力出现“死角”等,都比其他技术工艺的装置要求更高。要以防爆电气标准为准绳,以炼油厂及储油库系统曾经发生过的教训为经验,完善设计、严格制作,确保防爆安全的可靠性。
3.2 凝结器结构设计及制作的技术难度增大
冷凝法的基本原理是对油气进行降温,使油气从气相转变为液相。油库向火车油罐、汽车油罐、油轮油舱灌装油品时,置换出来的油气源源不断地输送入油气回收处理装置内。这些油气不可能囤积存留在在油气回收处理装置内,像空调房间那样关窗闭门慢慢降温。要保证发油的流转速度,油气处理的过程与发油灌装油品的过程必须做到两个同时,即:发油鹤管开始发油的同时启动对油气的冷凝处理,发油灌装结束的同时完成对油气的降温处理。要精确计算和设计冷凝油气的换热器(冷箱)结构,以及符合气液相平衡特性和油气迁移特性的油气流转路径,保证油气相变有足够的换热负荷,流转过程不会对发油系统管道产生阻力。
3.3 发挥制冷技术优势,加快冷凝法油气回收技术的进展
冷凝法油气回收处理装置的制造,涉及电气自动化、结构、仪表、焊接、制冷、精加工等多个工种技术。在生产流程中,不乏细节决定成败的案例。油气回收设备厂家应加大研发投入,努力提高企业素质,在油气回收处理装置生产过程各个环节中做到质量控制、型式检测、整机技术指标考核等手段齐全,设计制造出更完美的冷凝法油气回收处理装置,以向用户提供质量优异的油气回收产品。
(本文作者来自江苏中川通大环保设备制造有限公司)

使用微信“扫一扫”功能添加“谷腾环保网”




