


UASB+接触氧化法处理柠檬酸废水案例
江苏某柠檬酸厂,采用以木薯为主要原料生产柠檬酸,年生产能力可达1万t柠檬酸。
该厂废水的水量水质见表1。
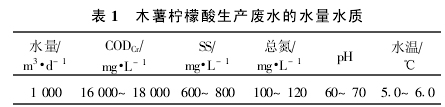 |
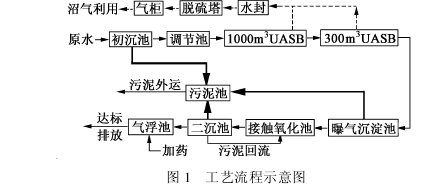
由于柠檬酸废水可生化性强,特别适合厌氧处理,原水首先进入中温消化上流式厌氧污泥床反应器UASB,其出水流经曝气沉淀池、接触氧化池(射流曝气系统,并附以立体弹性填料和斜管填料)、二沉池和气浮池。处理流程见图1。
 |
由于柠檬酸废水中含有丰富的N、P等营养元素,可以满足生化处理中微生物生长的需要,所以调试阶段没有加入任何营养元素,又由于该废水pH值较低,在5.0~6.0,调试初期阶段曾投加少量的纯碱,以调节进入UASB反应器中的pH值,提高负荷阶段及今后正常运行阶段不需加碱调节。另外,UASB的进水,采用横流玻璃钢冷却塔降温至38~42℃。
整个系统对有机物的去除情况采用以木薯为主要原料生产柠檬酸过程中所产生的废水,在调试阶段经整个废水系统处理后,CODCr总去除率保持在98%以上,见下图。其中,整个好氧系统与气浮池对有机物的总去除率保持在90%以上,曝气沉淀池对CODCr的去除率始终保持在55%上下,接触氧化池出水采用二沉池的出水回流,对CODCr的去除率基本保持在65%以上,对NH3-N的去除率均保持在50%以上,达到了预期目标;进入气浮池的水投加适当的混凝剂后,完全保证了最终出水CODCr在100mg/L以下,达到了本改造工程的最初目标。
 |
结论
采用厌氧反应器UASB来处理木薯类柠檬酸废水,运行结果表明:
(1)UASB反应器的CODCr去除率可达95%左右,出水水质相当稳定,CODCr去除量15~18 t/d。
(2)UASB反应器,产气情况良好,产生的沼气可以作为热源,供应食堂和生产等,节约了用煤。
存在问题及改进方法
从调试和运行的结果看,本工程还存在以下问题和不足:
(1)由于目前二级UASB只作为中间沉淀池,如果生产规模继续扩大时,需二级厌氧UASB的运行时,对于二级UASB的调试可能会比一级UASB略加困难,如当UASB跑泥时,无法让颗粒污泥回流,对于后续的曝气沉淀池可能会有一些冲击。建议厂方可以把二级UASB和污泥池用管道连起来,以便回收颗粒污泥,并防止其进入曝气池。
(2)气浮池的加药系统在调试过程中始终出现问题,建议厂方对加药系统进行更换或改造。

使用微信“扫一扫”功能添加“谷腾环保网”




