


综合染料废水处理方法
[摘要] 染料废水具有“三高一低”的特点(高COD、高色度、高含盐量、低BOD5/COD),是废水治理的难点热点之一。在前期研究的工艺(混凝、气浮、水解酸化、好氧)基础上采用Fe/C 微电解系统处理好氧池出水。结果表明:在pH 为3.5,铁炭比1∶1.2,反应时间35 min 的条件下,COD 和色度的去除率分别稳定在80%和85%以上,出水中COD在60 mg/L 以下,色度在42度以下,达到《GB 4287—1992 纺织染整工业污染物排放标准》一级标准。
[关键词] 染料废水;Fe/C 微电解;混凝
目前,染料化工是国家重点监控的行业之一,其废水治理也是国家重点支持的领域之一(国科发火[2008]172 号),也是水处理界的难点之一。安徽某染料化工厂生产过程中产生的染料综合废水具有高COD、高色度、高含盐量、低BOD5/COD 的特性。若染料废水不经处理而直接排放到水环境中,危害甚大。
笔者在前期工程的基础上,针对好氧池出水COD 和色度仍不达标的问题,提出了用Fe/C 微电解技术做深度处理,提高出水水质,使其达到《GB4287—1992 纺织染整工业污染物排放标准》。
1 工艺说明
1.1 废水来源及水质情况
1.2 废水处理工艺
1.2.1废水处理工艺流程
废水处理工艺流程如图1 所示。
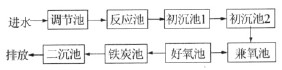
图1 染料废水处理工艺流程
1.2.2 Fe/C 微电解工艺
实验中使用的Fe/C 微电解装置示意图如图2 所示。该装置由杭州之江水处理设备厂生产。
废水由进水箱经水泵提升流量计控制进入混合池,浓酸经蠕动泵泵入进水管在混合池调节进水的pH。之后废水进入铁炭池,在铁炭原电池电化学反应作用下,废水中的污染物质被降解。处理完毕的废水进入沉淀池进行固液分离,上清液经沉淀池溢流口流出,完成整个处理过程。

图2 Fe/C 微电解装置示意
1.3 测定方法
色度测定:用UV-1201型紫外-可见分光光度计扫描好氧池出水,其最大吸收波长为219 nm,在该波长下测定经Fe/C 微电解处理前后的吸光度。脱色率R 由式(1)计算:
R=(1-A/A0)×100% (1)
式中:A0——处理前吸光度;
A——处理后吸光度。
COD 测定〔11〕:重铬酸钾法GB 11914—1989。
2 结果与分析
2.1 pH对Fe/C 微电解系统处理效果的影响
由Fe/C 微电解基本原理可知,参加原电池反应的离子数目及产物因pH 变化而变化:pH 较高时,参加反应的H+数目不足,Fe 被氧化成Fe2+的反应受到抑制;pH 较低时,虽可加快Fe/C 微电解反应,但破坏了Fe2+为胶凝中心的絮凝体的形成,且耗铁量大、产生铁泥多。因此,应将Fe/C 微电解反应控制在一个合适的pH 范围内。
由图3 可知,pH 对Fe/C 微电解反应有较大的影响。pH太低,铁屑易钝化而活性降低,从而影响COD 和色度的去除;COD 在pH 为3.5 时,去除率达到最大为74.5%,废水中剩余COD 为76.5 mg/L;色度在pH 为3 时,去除率达到最大为86.2%,出水色度为38.6度;色度、COD 的去除率没有同步在相同pH条件下达到最大,表明废水中存在一些不产生色度的有机污染物。当pH 继续增大,色度、COD 的去除率逐渐下降,COD 下降较为明显。当pH 提高到5.5时,COD 去除率降至48.3%,而色度去除率下降并不显著,为79.7%。因此在Fe/C 微电解处理染料废水时最佳pH 应调为3.5 左右。
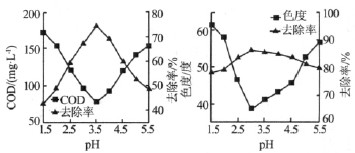
图3 pH 对Fe/C 微电解系统处理效果的影响
2.2 铁炭比对Fe/C 微电解系统处理效果的影响
当Fe/C 微电解系统中铁屑含量低时,增加铁屑,可使体系中的原电池数量增多,从而提高对COD 和色度的去除效果;当炭屑过量时,反而会抑制原电池的反应,更多表现为炭的吸附性,因此应保持一个适当的铁炭比。
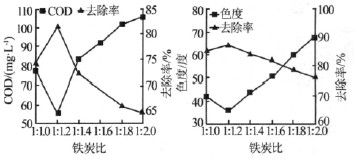
图4 铁炭比对Fe/C 微电解系统处理效果的影响
由图4 可知,铁炭比对Fe/C 微电解系统处理COD 和色度有一定的影响。当将铁炭比控制在1∶1.2时,COD 的去除率最高,可达81.6%,出水COD 为55.2 mg/L;色度去除率为87.3%,出水色度为35.56度。当铁炭比大于或小于1∶1.2 时,原电池数量不足,影响COD 和色度的去除,尤其COD 去除率下降较为明显,当铁炭比为1∶2.0 时,COD 去除率降至64.7%,但色度去除率仍可保持在75%以上。
2.3 反应时间对Fe/C 微电解系统处理效果的影响
由Fe/C 微电解的反应机理可知,反应时间越长,氧化还原等作用也进行得越彻底。但到达一定时间后反应基本停止。反应时间过长将使基建投资增大,而且会使铁的消耗量增加,因此要选择合适的反应时间。
由图5 可知,反应时间对微电解反应有一定的影响。当反应时间控制在35 min 时,COD 和色度的去除率达到最大值,COD 去除率为83.4%,出水COD 为49.8 mg/L,色度去除率为88.3%,出水色度为32.76度。随着反应时间的延长,COD 和色度去除率均有下降,色度去除率下降更为明显,当反应时间为65 min 时,色度去除率降至73.9%,出水色度73.08度,不能达标,可见反应时间延长时,铁的消耗量增加,溶出大量的Fe2+,并氧化成有色的Fe3+,降低了废水的脱色效果。
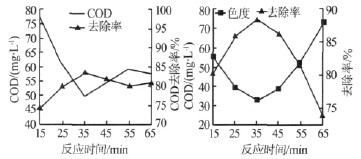
图5 反应时间对Fe/C 微电解系统处理效果的影响
2.4 最佳工艺条件下Fe/C 微电解系统处理效果稳定性实验
通过以上实验,确定最佳工艺参数:pH 为3.5,铁炭比1∶1.2,反应时间35 min。在此工艺条件下,通入好氧池出水到Fe/C 微电解系统中,经过10 d 的运行观察,COD 和色度的去除率分别稳定在80%以上和85%以上,出水中COD 在60 mg/L 以下,色度在42度以下,达到了GB 4287—1992《纺织染整工业污染物排放标准》一级标准。
2.5 Fe/C 微电解系统反应机理分析
Fe/C 微电解法处理染料废水是絮凝、吸附、电沉淀、电化学还原等共同作用的结果。Fe/C 微电解法的反应机理主要包括:电化学作用、还原作用、絮凝作用、吸附作用〔12-13〕。
2.5.1电化学作用
Fe/C微电解法的基本原理是利用铁和炭组分构成微小原电池的正极和负极,以充入的污水为电解质原液,形成原电池,发生氧化-还原反应。新生态的电极产物活性极高,能与废水中的有机污染物发生氧化还原反应,使其结构、形态发生变化,完成由难处理到易处理、由有色到无色的转变。
2.5.2还原作用
在微电解中Fe/C 会发生如下反应:
阳极(Fe):
2Fe→2Fe2++4e Eθ(Fe2+、Fe)=0.44 V
阴极(C):
4H++4e→4[H]→2H2 Eθ(H+、H2)=0
当水中有溶解氧时,
O2+2H2+4e→4OH-
Fe/C微电解系统中正、负极生成的电极产物具有较高的还原性,在偏酸性条件下,电极反应产生的[H]和Fe2+可将:(1)大分子有机物转化为小分子有机物;(2)环状有机物断环;(3)发色基团(如:—N—N—,—N—O—等)断链,从而达到降低COD 和脱色的目的。
2.5.3铁离子的絮凝作用
随着Fe/C 微电解系统的运行,原料铁屑逐渐被消耗,由大颗粒变成细小颗粒而随水流失,因此为确保系统正常运行,需定期投加铁屑。在铁的消耗过程中,产生大量的Fe2+,有溶解氧的条件下,发生反应:
4Fe2++8OH-+O2↑+2H2O=4Fe(OH)3↓
当调节Fe/C 微电解系统出水pH 到偏碱性时,生成较多的、有较强的混凝吸附作用的Fe(OH)3絮凝物,可使废水中胶体物质絮凝沉淀,进一步降低废水的COD和色度。
3 结论
(1)Fe/C 微电解系统能深度处理染料废水,且投资和运行费用低。
(2)Fe/C 微电解系统最佳工艺参数:pH 为3.5,铁炭比1∶1.2,反应时间35 min。在此工艺条件下,COD 和色度的去除率分别稳定在80%以上和85%以上,出水中COD 在60 mg/L 以下,色度在42度以下,达到了GB 4287—1992 《纺织染整工业污染物排放标准》一级标准。
(3)在以后的实验中应考虑采用其他的物质如废刚玉粉末取代活性炭,可进一步降低成本,不仅能有效地处理高色度、难降解的染料废水,而且可以达到以废治废的目的。

使用微信“扫一扫”功能添加“谷腾环保网”




