


内循环UASB反应器+氧化沟工艺在啤酒废水处理中的实际应用
内循环UASB技术是在普通UASB技术的基础上增加一套内循环系统,它包括回流水池及回流水泵。UASB反应器的出水水质一般都比较稳定,在回流系统的作用下重新回到配水系统。这样一来能提高UASB反应器对进水水温、pH值和COD浓度的适应能力,只需在UASB反应器进水前对其pH和温度做一粗调即可。
啤酒生产中的废水主要来自糖化、发酵、罐装等车间所排的废液及设备、管道洗涤水,地面冲洗水。主要污染物有淀粉、蛋白质、酵母菌残体、酒花残渣。残余啤酒、少量酒精及洗涤用碱,属于中浓度有机废水[1]。安徽庐江啤酒厂现年生产能力为6×104t,其日排废水2200m3。水质指标见表1。
|
1 处理工艺的确定
针对啤酒废水可生化性较好的特点(BOD5/CODCr-0.6),可采用生化法为主的处理工艺。生化法一般可分为好氧和厌氧。采用单一的好氧工艺,则存在着能耗高、占地面积大、运行费用高等弊端。升流式厌氧污泥床反应器(UASB反应器)具有不需氧、能耗低、污泥产量少等特点。本次设计采用厌氧和好氧相串联的方式,厌氧采用内循环UASB技术,好氧处理用地有一处狭长形池塘,为了降低土建费用,因地制宜,采用氧化沟工艺。其工艺流程见图1。
 |
2 内循环UASB反应器的特点
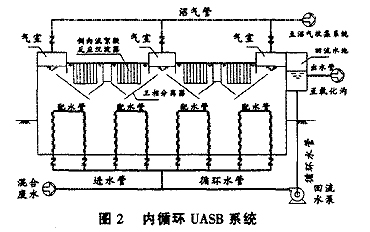
本工程的关键设备是UASB反应器。该反应器是利用厌氧微生物降解废水中的有机物,其主体分为配水系统,反应区,气、液、固三相分离系统,沼气收集系统四个部分。厌氧微生物对水质的要求不象好氧微生物那么宽,最佳pH为6.5-7.8,最佳温度为35℃-40℃[2],而本工程的啤酒废水水质超出了这个范围。这就要求废水进入UASB反应器之前必需进行酸度和温度的调节。这无形中增加了电器。仪表专业的设备投资和设计难度。
内循环UASB技术是在普通UASB技术的基础上增加一套内循环系统,它包括回流水池及回流水泵。UASB反应器的出水水质一般都比较稳定,在回流系统的作用下重新回到配水系统。这样一来能提高UASB反应器对进水水温、pH值和COD浓度的适应能力,只需在UASB反应器进水前对其pH和温度做一粗调即可。
UASB反应器采用环状穿孔管配水,通过三相分离器出水,并在三相分离器的上方增加侧向流絮凝反应沉淀器,它由玻璃钢板成60°安装而成,能在最大程度上截留三相分离出水中的颗粒污泥。见图2。
 |
3 主要技术指标
3.1 设计水量
Q=2200m3/d
3.2 主要工艺设计参数见表2
|
表2 主要设备工艺参数
3.3 主要构筑物、设备
主要构筑物及设备见表3。
|
表3 主要构筑物、设备
3.4 主要技术经济指标
主要技术经济指标见表4。
|
表4 主要技术经济指标
4 调试、运行情况
工程施工结束,设备单机、联动调试后,调试入员对UASB反应器和氧化沟进行了污泥接种、驯化。好氧污泥取自合肥市市政污水处理厂,厌氧污泥取自无锡污水处理厂的脱水消化污泥。该废水处理工程自2000年元月调试运行以来,氧化沟污泥沉降性能良好,未出现污泥膨胀;UASB出水稳定,并已长出直径1mm左右的颗粒污泥。剩余污泥除用泵打到干化池干化外,还可在污泥泵的出口上接一旁路至调节池,由UASB反应器消化降解。调试所得的数据如下:
①UASB反应器:污泥浓度30g/L;容积负荷3.0kg[COD]/(m3.d);CODCr去除率80%。
②氧化沟:污泥浓度3g/L;污泥负荷0.21kg[COD]/(k[MLSS].d);容积负荷0.3kg[COD]/(m3·6);CODCcr除率85%。
③处理出水验收数据为:CODCr67mg/L;BOD5 15mg/L;SS16mg/L,pH7.1。
5 结论
①工程实践证明,采用内循环UASB反应器+氧化沟工艺处理啤酒废水是可行的,其运行结果表明CODCr总去除率高达95%以上。
②由于采用的是内循环UASB反应器和氧化沟工艺串联组合的方式,可根据啤酒生产的季节性、水质和水量的情况调整UASB反应器或氧化询处理运行组合,以便进一步降低运行费用。
参考文献:
[1] 袁惠民.杜绿君 啤酒技术及管理[M].北京:中国轻工业出版社,1994.
[2] 贺延龄 废水的厌氧生物处理[M].北京:中国轻工业出版社,1998

使用微信“扫一扫”功能添加“谷腾环保网”





