


ЗЯгаЛњШмМСдйЩњММЪѕИХЪі
ФПЧАдкЮвЙњЕФДѓжаГЧЪаЃЌгШЦфЪЧОМУЗЂДяЕиЧјЃЌЙЄвЕЗЯЮяЁЂЮЃЯеЗЯЮяЕФВњЩњСПМБОчдіМгЃЌЖдетаЉЮЃЯеЗЯЮяЕФЭзЩЦДІРэБфЕУдНРДдНЦШЧаЁЃдкетаЉЮЃЯеЗЯЮяжагаКмДѓвЛВПЗжЮЊЗЯгаЛњШмМСЃЌетаЉЗЯгаЛњШмМСжжРрНЯЖрЃЌвдЧАДІРэетаЉЗЯгаЛњШмМСЖрВЩгУЗйЩеЕФЗНЗЈЃЌВЛНіДІРэГЩБОНЯИпЃЌЖјЧвЪЧЖдзЪдДЕФбЯжиРЫЗбЃЌЗйЩебЬЦјДІРэВЛЕБЛЙЛсЖдЛЗОГдьГЩЮлШОЁЃ
ОЖрФъХЌСІЃЌДѓСЌФГЗЯЦњЮяДІРэгаЯоЙЋЫОбажЦГівЛЬзЯШНјЕФЗЯгаЛњШмМСдйЩњДІРэЯЕЭГЃЌИУЯЕЭГПЩГфЗжРћгУУПжжЗЯгаЛњШмМСжаЫљКЌЕФдгжЪГЩЗжВЛИДдгЕФЬиЕуЃЌВЩгУЩСеєЁЂОЋСѓММЪѕЖдЗЯгаЛњШмМСНјааОЋжЦЃЌЪЙжЎГЩЮЊИпДПЖШЕФгаЛњШмМСЃЌЪЕЯжзЪдДЕФдйРћгУМАОМУаЇвцЁЂЩчЛсаЇвцКЭЛЗОГаЇвцЕФЙВЭЌЗЂеЙЁЃИУММЪѕЯжвбгаНќ15ФъЕФгІгУРњЪЗЃЌЯШНјЁЂГЩЪьЁЂПЩППЁЃ
1 ЗЯгаЛњШмМСдйЩњДІРэЯЕЭГ
1.1 дйЩњЯЕЭГДІРэЙцФЃМАЗЯгаЛњШмМСЦЗжж
ЗЯгаЛњШмМСдйЩњДІРэЯЕЭГеМЕи960m2ЃЌНЈгаЖрЬздЄДІРэЩшБИМАеєСѓЁЂОЋСѓзАжУЃЌПЩдйЩњДІРэввЫсввѕЅЕШЖржжЗЯгаЛњШмМСЁЃЦфжжРрМАЪ§СПЯъМћБэ1ЁЃ
 |
ЃЈ1ЃЉФъДІРэСПЮЊ3000tЃЌШеДІРэСПЮЊ9.455tЃЌУПаЁЪБЮЊ394kgЃЌФъЙЄзїШе330ЬьЃЌУПЬь3АрЃЌУПАр8hСЌајЙЄзїЁЃ
ЃЈ2ЃЉМгШШНщжЪЮЊ0.6MPaеєЦћЁЃ
ЃЈ3ЃЉЯЕЭГФъдЫзЊЪБМфВЛЩйгк7920hЁЃ
ЃЈ4ЃЉЛиЪеВњЦЗЮЊдйЩњгаЛњШмМСЃЌФъВњСПЮЊ2266tЁЃ
ЃЈ5ЃЉеєСѓИЊдќЃКШШжЕдМ8500×4.18J/kgЃЌУПаЁЪБВњЩњСПдМ63.3kgЃЌЫЭЗйЩеТЏЗйЩеДІРэЁЃ
ЃЈ6ЃЉеєСѓЗЯЫЎЃКУПаЁЪБВњЩњСПдМ52.3kgЃЌЫЭЗйЩеТЏЗйЩеДІРэЁЃ
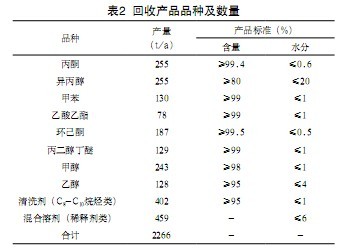
1.2 ЛиЪеЕФгаЛњШмМСжжРрЁЂЪ§СПМАжЪСПБъзМ
ИУЙЄГЬЫљЛиЪеЕФгаЛњШмМСзмСПЮЊ2266t/aЃЌМћБэ2ЁЃ
 |
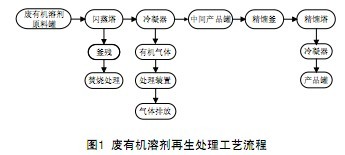
2 ЗЯгаЛњШмМСдйЩњДІРэЙЄве
2.1 ЗЯгаЛњШмМСдйЩњДІРэЙЄвеСїГЬ
ЗЯгаЛњШмМСдйЩњДІРэЯЕЭГгЩЖрЬздЄДІРэЩшБИМАеєСѓЁЂОЋСѓзАжУзщГЩЃЌПЩдйЩњДІРэБћЭЊЁЂвьБћДМЁЂМзБНЁЂМзДМЕШЖржжЗЯгаЛњШмМСЁЃЦфЩњВњЙЄвеСїГЬМћЭМ1ЁЃ
 |
2.2 ЙЄвеСїГЬЫЕУї
ЃЈ1ЃЉвђЛиЪеЕФЗЯгаЛњШмМСдСЯУПЭАЦЗжЪВювьНЯДѓЃЌашНЋЭЌЦЗРрЭАзАЗЯгаЛњШмМСБУШыдСЯЙоЃЌжСЙцЖЈвКЮЛЃЌдСЯЙоПЩЦ№ЕНОљжЪзїгУЁЃ
ЃЈ2ЃЉЪЙгУдСЯБУНЋдСЯЙожаЕФЗЯгаЛњШмМСдСЯМгШыЩСеєЫўИЊЃЌжСЙцЖЈвКЮЛКѓПЊЪМеєЦћМгШШЃЌЭЌЪБЦєЖЏРфФ§ЦїМАгаЛњЦјЬхДІРэзАжУЁЃ
ЃЈ3ЃЉРфФ§ЦїЛиЪеЕФжаМфВњЦЗНјШыжаМфВњЦЗЙоЃЌеєСѓИЊВагЩИЊЕзЗХГізАЭАКѓМЏжаЫЭжСЗйЩеЩшЪЉЗйЩеДІРэЁЃ
ЃЈ4ЃЉжаМфВњЦЗЪфЫЭШыОЋСѓзАжУМЬајНјааОЋСѓДІРэЁЃ
ИљОнВЛЭЌЦЗжжЃЌПижЦЯргІЕФЮТЖШЁЂЛиСїБШЕШВЮЪ§ЃЌОЋСѓКѓЕУЕНВњЦЗЃЌЦфжаВПЗжАыГЩЦЗОЙ§ЭбЫЎзАжУДІРэКѓЃЌжиаТНјШыОЋСѓзАжУЁЃЗжРыГіЕФгаЛњЗЯЫЎзАЭАЃЌМЏжаЫЭжСЗйЩезАжУЗйЩеДІРэЃЌзюжеВњЦЗЭЈЙ§РфФ§ЦїЛиЪеНјШыВњЦЗЙоЃЌВЂЪЙгУВњЦЗЭААќзАЁЂМьбщКЯИёКѓШыПтЁЃ
ЃЈ5ЃЉИїРфФ§ЦїЮДФмЛиЪеЕФгаЛњЦјЬхЭЈЙ§ЛюадЬПЦјЬхДІРэзАжУДІРэЃЌДІРэаЇТЪИпгк95ЃЅЃЌЪЃгрЦјЬхМЏжаХХЗХжСДѓЦјЁЃ
ЭЈЙ§ИУЬзЯЕЭГПЩвдзюДѓЯоЖШЕиЛиЪеКЭдйЩњЗЯгаЛњШмМСЃЌЭЌЪБВЩШЁЗйЩеКЭАВШЋЬюТёЕШДыЪЉЃЌЖдВавКЁЂВадќНјааЮоКІЛЏДІРэЁЃ
ЭЈЙ§ИУЙЄвеДІРэЃЌУПФъПЩЛиЪегаЛњШмМС2266tЃЛЗйЩеДІРэгаЛњЗЯЫЎ151t/aЃЛЗйЩеДІРэЗЯвКЃЈгаЛњЦјЬхДІРэЛиЪеЗЯЛьКЯШмМСЃЉ78t/aЃЛЗйЩеДІРэеєСѓИЊВа501t/aЃЛИпПеХХЗХгаЛњЦјЬх4t/aЁЃ
3 ЗЯгаЛњШмМСдйЩњДІРэЯЕЭГЕФжївЊЩшЪЉ
3.1 ДЂДц
ЃЈ1ЃЉИїжжЗЯгаЛњШмМСЕШдСЯШЋВПВЩгУЭАзАжќДцЁЃ
ЃЈ2ЃЉЩшжУЗЯгаЛњШмМСВхЭАЙЉСЯБУЁЃЗЯгаЛњШмМСЭЈЙ§ЙЉСЯБУМАЙмЕРНјШыЩњВњДЂСЯЙоНјаадйЩњДІРэЁЃ
3.2 ОЋСѓИЊЁЂЫў
ЃЈ1ЃЉМгШШВПЗжЃКБЅКЭеєЦћОЗЇУХПижЦЃЌЭЈЙ§СаЙмЛЛШШЦїЃЌДяЕНМгШШИЊФкдСЯЕФФПЕФЁЃПижЦвЊЧѓЃКеєЦћЙмЕРЗЇУХЮЊЦјЖЏЕїНкЗЇЃЌВЂМггаЪжЖЏЗЇУХХдТЗЃЌПижЦжеЖЫЮЊПижЦЬЈЁЃ
ЃЈ2ЃЉЛиСїВПЗжЃКЛЛШШЦїНЋЦјЬЌЮяСЯзЊБфГЩвКЬЌЃЌЭЈЙ§ЛиСїЙоЁЂБУЁЂСїСПМЦЕШАДвЛЖЈЕФЛиСїБШЗжБ№НјЫўЖЮЁЂВњЦЗЙоЁЃПижЦвЊЧѓЃКСїСПМЦбЁгУПЩдЖДЋаХКХЕФЃЌЦфжеЖЫЮЊПижЦЬЈЁЃПижЦЗЇУХЮЊЦјЖЏЕїНкЗЇЁЃЛиСїЙоХфгадЖДЋвКЮЛзАжУЃЌвКЬхЪфЫЭПЩбЁгУбЙВюаЮЪНЃЌвВПЩбЁгУБУЪфЫЭаЮЪНЁЃ
ЃЈ3ЃЉВњЦЗЙоЃКНЋВњЦЗжБНгЗХШыВњЦЗЙожаЃЌВњЦЗЙоЩЯХфгадЖДЋвКЮЛзАжУМАВЃСЇЙмвКУцМЦЁЃ
ЃЈ4ЃЉЭбЫЎзАжУЃКВЩгУЗжзгЩИЮќИНзАжУНјааЭбЫЎЁЃЗЯгаЛњШмМСдйЩњДІРэЯЕЭГЕФжївЊЩшЪЉМћБэ3ЁЃ
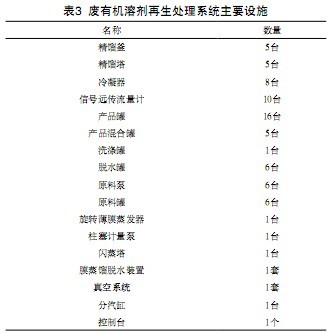 |
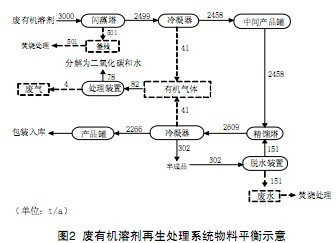
4 ЗЯгаЛњШмМСдйЩњДІРэЯЕЭГЮяСЯЦНКтЃЈМћЭМ2ЃЉ
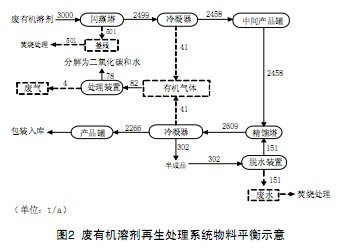 |
5 ЛиЪеВњЦЗЦЗжжЁЂЪ§СПМАЯњЪлМлИёЃЈМћБэ4ЃЉ
 |
6 НсТл
ЭЈЙ§ЗЯгаЛњШмМСдйЩњДІРэЙЄвеЯЕЭГЃЌУПФъПЩЛиЪегаЛњШмМС2266ЖжЃЛВњЩњгаЛњЗЯЫЎ151t/aЃЌНјааЗйЩеДІРэЃЛВњЩњЗйЩеДІРэЗЯвКЃЈгаЛњЦјЬхДІРэЛиЪеЗЯЛьКЯШмМСЃЉ78t/aЃЛВњЩњеєСѓИЊВа501t/aЃЌНјааЗйЩеДІРэЃЛВњЩњгаЛњЦјЬх4t/aЃЌОЛЛЏДІРэКѓИпПеХХЗХЁЃвђДЫИУЙЄвеЪЕЯжСЫзЪдДЕФзюДѓЛЏЛиЪеЃЌЭЌЪБПЩЪЙЗЯгаЛњШмМСЕУЕНЭъШЋГЙЕзЕиДІРэЃЌОпгаЯджјЕФЩчЛсаЇвцМАЛЗОГаЇвцЁЃ
гыЦеБщВЩгУЕФгаЛњЗЯвКЗйЩеЗНЗЈБШНЯЃЌИУЯЕЭГЕФЩшБИЭЖзЪМАдЫааГЩБОЯрВюВЛДѓЃЛЕЋВЩгУЗЯгаЛњШмМСдйЩњДІРэЯЕЭГЃЌЛиЪеЕФЛЏЙЄВњЦЗУПФъПЩдіМг700ЖрЭђдЊЕФЯњЪлЪеШыЃЌОпгаУїЯдЕФОМУаЇвцЁЃ

ЪЙгУЮЂаХ“ЩЈвЛЩЈ”ЙІФмЬэМг“ЙШЬкЛЗБЃЭј”





