


ΝΕ”Ά≥ßΚ§”ΆΈέΥ°¥ΠάμΙΛ≥Χ…ηΦΤ
Ρ≥ΝΕ”Ά≥ßΚ§”ΆΈέΥ°¥Πάμ≤…”ΟΒΡΈΣ“άœ»ΐΧΉ”ΒΡ¥ΠάμΙΛ“’Θ§Φ¥Ητ”ΆΓΔΤχΗΓΓΔ±μΟφΤΊΤχΘ§≥ωΥ°¥ο±ξΚσΆβ≈≈ΓΘΫϋΡξΙΛ≥ß…ζ≤ζΙφΡΘά©¥σΘ§ΉΑ÷Ο≈≈≥ωΒΡΈέΥ°ΝΩ“―≥§≥ω…ηΦΤΡήΝΠΓΘΩΦ¬«ΒΫΝΕ”ΆΦ”ΙΛΡήΝΠΜΙ“Σά©¥σΘ§ΈέΥ°ΝΩΜΙΫΪ”–Οςœ‘ΒΡΧαΗΏΘ§≤ΔΩΦ¬«ΫΎΡήΦθ≈≈Θ§2007Ρξ–¬Ϋ®1ΉυΈέΥ°¥Πάμ≥ΓΘ§”Ύ2008Ρξ5‘¬ΆΕ»κ‘Υ––ΓΘ
ΗΟΙΛ≥Χ≤…”Ο≥ΐ”ΆΓΔ…ζΜ·ΚΆΡΛΖ÷άκΒΡΖΫΖ®¥ΠάμΚ§”ΆΈέΥ°Θ°≥ωΥ°¥οΒΫ≥ßΡΎΜΊ”ΟΥ°ΒΡ÷Η±ξΓΘΨ≠1ΡξΕύΒΡ‘Υ––ΓΘ‘Υ––Έ»Ε®Θ§≥ωΥ°Ηςœν÷Η±ξΨυ”≈”Ύ…ηΦΤ÷ΒΓΘ
1 ΙΛ≥ΧΗ≈Ωω
±ΨΙΛ≥ΧΈέΥ°÷ς“Σά¥‘¥”Ύ»Ϊ≥ßΥυ”–…ζ≤ζΉΑ÷ΟΦΑΗΫ τΉΑ÷ΟΒΡΚ§”ΆΈέΚ§ΦνΈέΥ°ΓΔ≥θΤΎΚ§”Ά”ξΥ°ΚΆ≥ß«Α«χΒΡ…ζΜνΈέΥ°ΓΘΗυΨίΙΛ≥ßΈέΥ°ΒΡΗς‘¬Ά≥ΦΤ±®±μΘ§Υ°÷ ÷Η±ξCODΒΡ÷ ΝΩ≈®Ε»ΉνΗΏΈΣ433 mgΘ·LΘ§ΉνΒΆΈΣ269 mgΘ·LΓΘΥ°÷ ÷Η±ξCODΓΔΑ±ΒΣΓΔΩσΈο”ΆΒ»ΨυΒΆ”ΎΤδΥϋΆ§άύΝΕ≥ßΓΘ
ΗΟΈέΥ°¥Πάμ≥Γ…ηΦΤΙφΡΘ350 m3Θ·hΓΘΈέΥ°¥Πάμ≥Γ÷ς“Σ…ηΦΤΫχΓΔ≥ωΥ°÷Η±ξΦϊ±μlΓΘ
±μ1 ÷ς“ΣΫχΓΔ≥ωΥ°Υ°÷ ÷Η±ξ
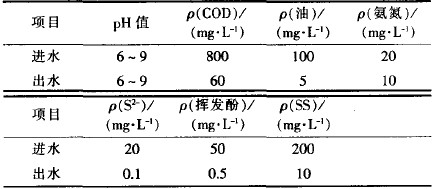 |
ΈέΥ°Ψ≠¥ΠάμΚσΜΊ”Ο”Ύ≥ßΡΎ―≠ΜΖά以œΒΆ≥≤Ι≥δΥ°ΓΔΆ――ΈΥ°‘≠Υ°Β»Θ§Υ°÷ ¬ζΉψΓΕΈέΥ°‘Ό…ζάϊ”ΟΙΛ≥Χ…ηΦΤΙφΖΕΓΖ(GB 50335-2002)÷–ΙΊ”Ύ―≠ΜΖά以œΒΆ≥≤Ι≥δΥ°ΙφΕ®ΓΘ
2 ¥ΠάμΙΛ“’
ΙΛ“’Νς≥Χ»γΆΦ1Υυ ΨΓΘ
 |
ΆΦ1 Κ§”ΆΈέΥ°¥ΠάμΙΛ“’Νς≥Χ
≥ß«χΚ§”ΆΈέΥ° Ήœ»”…ΈέΥ°±ΟΧα…ΐΫχ»κΒςΫΎΙόΘ§‘ΎΙόΡΎΫχ––Υ°÷ ΓΔΥ°ΝΩΒΡΒςΫΎΓΘΒςΫΎΙόΡΎ…η÷ΟΗΓΕ·ΜΖΝς ’”ΆΤςΘ§≥θ≤Ϋ»Ξ≥ΐΈέΥ°÷–ΒΡΗΓ”ΆΓΘΒςΫΎΙόΡΎΒΡΥ°”…Υ°±ΟΨυ‘»ΥΆ»κ»ήΤχΤχΗΓ…η±ΗΘ§“‘”––ßΒΊ»Ξ≥ΐΥ°÷–ΒΡΗΓ”ΆΓΔ»ιΜ·”ΆΘ§±Θ÷ΛΚσ–χ…ζΜ·¥ΠάμΚΆΡΛΖ÷άκ¥Πάμ–ßΙϊΓΘΈέΥ°Ψ≠ΤχΗΓ¥ΠάμΚσ“ά¥ΈΫχ»κΥ°ΫβΥαΜ·ΓΔ“ΜΦΕΚΟ―θΓΔ÷–Φδ≥ΝΒμΓΔΕΰΦΕΚΟ―θΚΆΡΛΖ÷άκΒΡ…ζΜ·¥ΠάμΙΙ÷ΰΈοΘ§ΚœΗώΥ°Ϋχ»κΜΊ”ΟΥ°≥ΊΘ§Ψ≠Εΰ―θΜ·¬»œϊΕΨΚσΥΆΙΛ≥ßΜΊ”ΟΥ°œΒΆ≥ΓΘœΒΆ≥ΡΎ…ΔΖΔΕώ≥τΖœΤχΒΡΈΜ÷Ο≤…»ΓΟή±’¥κ ©ΫΪΖœΤχ ’Φ·÷Ν≥ΐ≥τΉΑ÷Ο¥ΠάμΘ§»Ζ±Θ≈≈Ζ≈ΒΫ¥σΤχ÷–ΤχΧεΈέ»ΨΈο»γΝρΜ·«βΓΔΑ±ΤχΚΆ”–ΜζάύΒ»÷¬≥τΈο÷ ¬ζΉψ≈≈Ζ≈“Σ«σΓΘ
ΗυΨί¥ΠάμΥ°÷ “Σ«σΘ§ΈέΡύΩ…ΜΊΝς÷Ν≤ΜΆ§…ζΈοΕΈΘ§¥”ΕχΧαΗΏCODΓΔΉήΒΣΦΑΑ±ΒΣΒΡ»Ξ≥ΐ–ßΙϊΓΘ“ΜΦΕ…ζΜ·¥ΠάμΚσΒΡΈέΡύΜΊΝς±»ΈΣ40ΘΞΓΪ80ΘΞΘ§ΕΰΦΕ…ζΜ·¥ΠάμΚσΒΡΜλΚœ“ΚΜΊΝς±»ΈΣ100ΘΞΓΪ200ΘΞΓΘ
3 …ηΦΤΧΊΒψ
3Θ°1 ‘Λ¥Πάμ
ΡΩ«ΑΙζΡΎΝΕ”ΆΈέΥ°‘Λ¥Πάμ“ΜΑψ≤…”ΟΒςΫΎΓΔΗτ”ΆΓΔΝΫΦΕΤχΗΓΒΡΙΛ“’Θ§Τδ÷–ΝΫΦΕΤχΗΓΒΡ“ΜΦΕΤχΗΓΕύΈΣΈ–ΑΦΤχΗΓΘ§ΕΰΦΕΤχΗΓΈΣ¥ΪΆ≥ΒΡ»ήΤχΤχΗΓΓΘ Ι”ΟΙΐ≥Χ÷–Έ–ΑΦΤχΗΓ¥Πάμ–߬ Ϋœ»ήΤχΤχΗΓΒΆΘ°“Σ«σ¥ΪΆ≥ΒΡΕΰΦΕ»ήΤχΤχΗΓΒΡ≥ΐ”Ά–߬ ΗϋΗΏΘ°ΧΊ±π «‘Ύ”–≥εΜςΗΚΚ…ΒΡ«ιΩωœ¬ΓΘ±Ψl[≥Χ‘ΎΒςΫΎΙόΡΎ…η÷ΟΗΓΕ·ΜΖΝς ’”ΆΤςΘ§”Οά¥Φ”«Ω≥ΐ”Ά–ßΙϊΓΘΒςΫΎΙό≥ωΥ°÷±Ϋ”Ϋχ»κ–±Αε»ήΤχΤχΗΓΘ§Ω…“‘ Ι≥ωΥ°”ΆΒΡ÷ ΝΩ≈®Ε»ΩΊ÷Τ‘ΎlOmgΘ·L“‘œ¬ΓΘ–±Αε»ήΤχΤχΗΓ…η±Η”κ¥ΪΆ≥»ήΤχΤχΗΓœύ±»Θ§÷ς“ΣΧΊΒψ»γœ¬ΘΚ
(1)ΡΎ÷Ο–±ΑεΘ°ΧαΗΏΖ÷άκ–߬ ΓΘ
(2)Ιή ΫΜλΚœΘ§ΫΎ ΓΦ”“©ΝΩΘ§≤Δ Ι“©ΦΝΒΡΖ¥”Π–ßΙϊΉνΦ―ΓΘ
(3)»ήΤχ―ΙΝΠΩ…“‘¥οΒΫ0Θ°6 MPaΘ°»ήΤχΝΩ¥σΘ§Φ”«ΩΝΥΤχΗΓ–°ΈέΡήΝΠΘ§Ω…“‘¥ΠάμΚ§”ΆΝΩ¥σΓΔ–ϋΗΓΈο≈®Ε»ΗΏΒΡΈέΥ°ΓΘ
(4)≤…”ΟΉ®άϊ…ηΦΤΒΡ»ήΤχ ΆΖ≈ΉΑ÷ΟΘ§ΨΏ”–ΩΙΕ¬»ϊΓΔΖ÷…ΔΤχ≈ίΚΟΒ»ΧΊΒψΓΘ
(5)≤…”Ο±ΞΚΆ»ίΤςΒΦΙήΦΦ θΘ§ΫαΙΙΫτ¥’Θ§’ΦΒΊΟφΜΐ–ΓΓΘ
3Θ°2 …ζΜ·ΚΆΡΛΖ÷άκ¥ΠάμœΒΆ≥
ΡΩ«ΑΙζΡΎΚ§”ΆΈέΥ°…ζΜ·¥Πάμ”κΚσ–χ¥ΠάμΕύ≤…”ΟAΘ·O…ζΜ·“ΜΜλΡΐ≥ΝΒμ“ΜΤΊΤχ…ζΈο¬Υ≥ΊΒΡ¥ΠάμΙΛ“’ΓΘ±ΨΙΛ≥Χ≤…”ΟΥ°ΫβΥαΜ·ΓΔ“ΜΦΕΚΟ―θΓΔ÷–Φδ≥ΝΒμΓΔΕΰΦΕΚΟ―θΓΔΡΛΖ÷άκΒΡΉιΚœ…ζΜ·¥ΠάμΙΛ“’ΓΘΤδ÷–“ΜΦΕΚΟ―θ≤…”ΟΆξ»ΪΜλΚœ ΫΜν–‘ΈέΡύΖ®Θ§ΕΰΦΕΚΟ―θ≤…”Ο―” ±ΤΊΤχΖ®ΓΘΗΟΙΛ“’÷ς“ΣΧΊΒψ»γœ¬ΘΚ
(1)Εύ÷÷…ζΜ·ΉιΚœΓΘ ΉΕΈ≤…”ΟΥ°ΫβΥαΜ·ΙΛ“’Θ°Ω…“‘”––ßΒΊΗΡ…ΤΝΕ”ΆΈέΥ°ΒΡΩ……ζΜ·–‘Θ°ΧαΗΏΚσ–χΚΟ―θ¥ΠάμΒΡ–ß¬ ΘΜ“ΜΦΕ…ζΜ·¥Πάμ≤…”ΟΆξ»ΪΜλΚœΒΡΜν–‘ΈέΡύΙΛ“’Θ°Ω…“‘”––ßΒΊΧαΗΏœΒΆ≥ΒΡΩΙ≥εΜςΗΚΚ…ΡήΝΠΚΆ―θΒΡάϊ”Ο¬ Θ§Ε‘ΈέΥ°÷–ΒΡ“Μ–©”–ΕΨ”–ΚΠΈο÷ Ω…“‘Χα«ΑΫΒΫβΘ§ΜΚΫβΤδΕ‘Κσ–χ…ζΜ·¥ΠάμΒΡ≥εΜςΘΜΕΰΦΕ…ζΜ·≤…”ΟΆΤΝς ΫΜν–‘ΈέΡύΖ®―” ±ΤΊΤχΙΛ“’Θ§Ω…“‘”––ßΒΊΧαΗΏΈέΥ°ΒΡ…ζΈο»Ξ≥ΐ–߬ Θ§ΫΒΫβΥ°÷–ΒΡΑ±ΒΣΘ§ΗΡ…Τ≥ωΥ°Υ°÷ ΓΘΆ§ ±ΉςΈΣ“ΜΦΕ…ζΜ·ΒΡΈέΡύ¥Δ¥φ«χΘ§“ΜΒ©“ΜΦΕ…ζΜ· ήΒΫ≥εΜςΘ§Ω…“‘Ζ«≥ΘΖΫ±ψΒΊΫΪΕΰΦΕΒΡ…ζΜ·ΈέΡύΒςΒΫ«ΑΕΈΘ§ Ι“ΜΦΕ…ζΜ·Ω…“‘ΚήΩλΒΟΒΫΜ÷Η¥ΓΘ
(2)ΗυΨί¥ΠάμΥ°÷ “Σ«σΘ§ΈέΡύΩ…ΜΊΝς÷Ν≤ΜΆ§…ζΈοΕΈΘ§¥”ΕχΧαΗΏCODΓΔΉήΒΣΦΑΑ±ΒΣΒΡ»Ξ≥ΐ–ßΙϊΓΘ
(3)≤…”ΟΕάΝΔΒΡΡΛ«χ…ηΦΤΘ§Ω…“‘÷±Ϋ”ΒΟΒΫ«ε≥ΚΒΡ≥ωΥ°ΓΘ
3Θ°3 ≥ΐ≥τΉΑ÷Ο
≤…”Ο¥ΏΜ·―θΜ·Ζ®¥ΠάμΈέΥ°Ης¥ΠάμΙΙ÷ΰΈοΓΔ…η±Η≤ζ…ζΒΡΕώ≥τΤχΧεΓΘΗΟ≥ΐ≥τΙΛ“’ΨΏ”–“‘œ¬”≈ΒψΘΚ
(1)»Ϊ÷ήΤΎΈ»Ε®‘Υ––«“≥ΐ≥τ–߬ ΗΏΓΘ
(2) ”Π”ΎΆ―≥ΐΗς÷÷ΤχΧεΈέ»ΨΈοΓΘ
(3)Ε‘ΤχΧεΈ¬Ε»ΓΔ ΣΕ»ΓΔΝςΝΩΒΡ±δΜ·“‘ΦΑΈέ»ΨΈο≈®Ε»ΓΔ÷÷άύ±δΜ· Φ÷’±Θ≥÷Έ»Ε®ΒΡΆ―≥ΐ–ßΙϊΘ§Ω… ”ΠΝΕ”Ά≥ßΝΌ ±ΆΘ≥ΒΓΔΈέΥ°¥Πάμ≥ΓΙΪ”ΟΙΛ≥ΧœΒΆ≥ΒΡΙ ’œΓΔ‘≠”Ά–‘÷ ±δΜ·ΓΔΦδ–Σ–‘≈≈Ζ≈ΤχΧεΒ»ΒΦ÷¬ΒΡΤχΧεΈέ»ΨΈο≈®Ε»ΚΆΉι≥…ΒΡ±δΜ·ΓΘ
4 ÷ς“Σ¥Πάμ…η±ΗΚΆΙΙ÷ΰΈο
4Θ°1 ΒςΫΎΙό
ΒςΫΎΙό…η2ΗωΘ§≤…”ΟΗ÷÷ΤΝΔ ΫΙΧΕ®ΕΞΙόΘ§‘ΎΙόΡΎ…η÷ΟΗΓΕ·ΜΖΝς ’”ΆΤςΘ§“‘Φ”«Ω≥ΐ”Ά–ßΙϊΓΘΒςΫΎΙόΒΡ”––ß»ίΜΐ4 000 m3ΓΘΆΘΝτ ±Φδ22 hΓΘ÷±ΨΕ17 mΓΘ
4Θ°2 ΤχΗΓ…η±Η
–±Αε»ήΤχΤχΗΓ…η±ΗΈΣ≥…ΧΉ…η±ΗΘ§Αϋά®ΤχΗΓΉΑ÷Ο±ΨΧεΓΔ»ήΤχΥ°±ΟΓΔ»ήΤχΙόΓΔΙΈ‘ϋΜζΚΆΙΈΡύΜζΦΑΩΊ÷ΤΙώΒ»Θ§Ι≤…η2ΧΉΘ°ΒΞΧΉ¥ΠάμΥ°ΝΩ175 m3Θ·hΓΘ
4Θ°3 Υ°ΫβΥαΜ·≥Ί
Υ°ΫβΥαΜ·≥ΊΈΣΗ÷ΫνΜλΡΐΆΝΑκΒΊœ¬ ΫΫαΙΙΘ§Ι≤2ΉυΘ§ΟΩΉυ2Ηωά»ΒάΘ§ΒΞ≥Ί”––ß»ίΜΐ1 622 m Θ§ΆΘΝτ ±Έ 9Θ°26 hΘ§≥ΊΡΎ…η«±Υ°ΫΝΑηΤς8Χ®ΓΘ
4Θ°4 “ΜΦΕΚΟ―θ≥Ί
“ΜΦΕΚΟ―θ≥Ί≤…”ΟΗ÷ΫνΜλΡΐΆΝΑκΒΊœ¬ ΫΫαΙΙΘ§Ι≤2ΉυΘ§ΒΞ≥Ί”––ß»ίΜΐ1 650 m3Θ§ΆΘΝτ ±Φδ9Θ°43 hΘ§ΤΊΤχΝΩ110 m3Θ·minΓΘ
4Θ°5 ÷–Φδ≥ΝΒμ≥Ί
÷–Φδ≥ΝΒμ≥Ί≤…”ΟΑκΒΊœ¬ ΫΗ÷ΫνΜλΡΐΆΝΫαΙΙΒΡΤΫΝς≥ΝΒμ≥ΊΘ§Ι≤2ΉυΘ§±μΟφΗΚΚ…1Θ°0 m3Θ·(m·h)Θ§”––ßΥ°…ν3Θ°5 mΘ§≥ΝΒμ ±Φδ3Θ°5 hΓΘ
4Θ°6 ΕΰΦΕΚΟ―θ≥Ί
ΕΰΦΕΚΟ―θ≥ΊΈΣΗ÷ΫνΜλΡΐΆΝΑκΒΊœ¬ ΫΫαΙΙΘ°Ι≤2ΉυΘ§ΒΞ≥Ί”––ß»ίΜΐ2 883 m3Θ§ΆΘΝτ ±Φδ16Θ°47 hΘ§ΤΊΤχΝΩ90 m3/minΓΘ
4Θ°7 ΡΛ≥Ί
ΡΛ≥Ί≤…”ΟΗ÷ΫνΜλΡΐΆΝΑκΒΊœ¬ ΫΫαΙΙΘ§”––ß»ίΜΐ1 500m Θ§≥ΊΡΎ…ηΡΛΉιΒΞ‘ΣΘ§Ι≤6ΉιΓΘΒΞΉιΝςΝΩ58m3Θ·hΓΘΡΛ≥ΊΡΎ“≤…η”–ΤΊΤχΉΑ÷ΟΘ§ΤΊΤχΝΩ70m3Θ·minΓΘ
ΈΣΝΥ±Θ÷ΛΡΛœΒΆ≥ΨΏ”–ΝΦΚΟΒΡ≥ωΥ°Ά®ΝΩΓΘΡή≥÷–χΓΔΈ»Ε®ΒΊ≥ωΥ°Θ§œΒΆ≥÷–…η”–Υ°Ζ¥œ¥ΓΔΜ·―ßΖ¥œ¥ΦΑΜ·―ß«εœ¥œΒΆ≥ΓΘ
4Θ°8 ≥ΐ≥τΉΑ÷Ο
±ΨΙΛ≥ΧΈέ»ΨΤχΧε÷ς“ΣΈΣΈΔΝΩœ©ΧΰΓΔ±ΫΓΔΦΉ±ΫΓΔΜ”ΖΔΖ”ΓΔΑ±ΤχΓΔΝρΜ·ΈοΓΔΕώ≥τΒ»Έο÷ ΓΘ…ηΦΤ≤…”Οάκ–Ρ“ΐΖγΜζΫΪΈέ»ΨΤχΧε“ΐΒΫΈ≤ΤχΨΜΜ·¥ΠάμΉΑ÷ΟΫχ––Φ·÷–¥ΠάμΓΘ≥ΐ≥τΉΑ÷ΟΒΡ…ηΦΤ¥ΠάμΡήΝΠΈΣ30 000 m3Θ·hΓΘ≥ΐ≥τΉΑ÷Ο≤…”Ο¥ΏΜ·―θΜ·Ζ®Ε‘≥τΤχΫχ––¥ΠάμΘ§ Ήœ»άϊ”ΟΡήΙΜΈϋ ’ΖΔ≥τΈοΒΡ«β―θΜ·ΡΤΚΆ¥Έ¬»ΥαΡΤΒΡΜλΚœΥ°»ή“ΚΆξ≥…ΤχΧεΆ―≥τ¥ΠάμΘ°»ΜΚσΫΪΗΟ»ή“ΚΆ®ΙΐΖ¥”ΠΤς―θΜ·ΖΔ≥τΈοΓΘ≥τΤχΨ≠¥ΠάμΚσΘ§‘Ύ≥ßΫγ¬ζΉψΓΕΕώ≥τΈέ»ΨΈο≈≈Ζ≈±ξΉΦΓΖ(GB 14554—93)÷–ΒΡΕΰΦΕ±ξΉΦΓΘ
5 ‘Υ–––ßΙϊΖ÷Έω
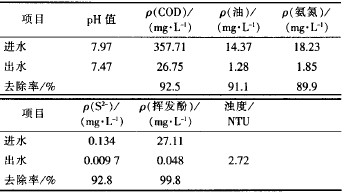
œΒΆ≥Ψ≠Ιΐ1ΡξΕύΒΡ‘Υ––Θ°‘Υ––Έ»Ε®Θ§≥ωΥ°÷Η±ξΝΦΚΟΓΘ2009Ρξ8‘¬ΓΔ9‘¬ΤΫΨυ¥ΠάμΥ°ΝΩ‘Φ255 m3Θ·hΘ§Φύ≤βΤΫΨυ ΐΨίΦϊ±μ2ΓΘ
±μ2 ‘Υ––Υ°÷ Φύ≤βΤΫΨυ ΐΨί
 |
6 Ϋα¬έ
(1)≤…”ΟΒςΫΎΙόΡΎ…ηΗΓΕ·ΜΖΝς ’”ΆΤςΘ§‘ΌΫχ–––±Αε»ήΤχΤχΗΓΓΘ≥ΐ”Ά–ßΙϊΫœΚΟΘ§Ω…“‘±Θ÷ΛΚσ–χ…ζΜ·¥ΠάμΚΆΡΛ≥ΊΒΡΑ≤»ΪΈ»Ε®‘Υ––ΓΘ
(2)≤…”ΟΥ°ΫβΥαΜ·ΓΔ“ΜΦΕΚΟ―θΓΔ÷–Φδ≥ΝΒμΓΔΕΰΦΕΚΟ―θΓΔΡΛΖ÷άκΒΡΉιΚœ…ζΜ·¥ΠάμΙΛ“’Θ§¥Πάμ–ßΙϊΈ»Ε®Θ§ΨΏ”–Ϋœ«ΩΒΡΩΙ≥εΜςΗΚΚ…ΡήΝΠΓΘ≥ωΥ°÷Η±ξ”≈”ΎΜΊ”ΟΥ°±ξΉΦ“Σ«σΓΘ
≤ΈΩΦΈΡœΉΘΚ
[1]ΖκΨΑœΰΘ§÷λ‘Σ≥ΦΘ§–œœΘ‘ΥΘ§Β»Θ°BAFΙΛ“’‘ΎΝΕ”ΆΈέΥ°¥ΠάμΙΛ≥Χ÷–ΒΡ”Π”Ο[J]Θ°ΙΛ“Β”ΟΥ°”κΖœΥ°Θ§2004Θ§35(6)ΘΚ70—72Θ°
Ής’ΏΦρΫιΘΚΥΈΚλΈΑ(1967“Μ)Θ§≈°Θ§ΦΣΝ÷ΦΣΝ÷»ΥΘ§ΗΏΦΕΙΛ≥Χ ΠΘ§―ß ΩΓΘ

Ι”ΟΈΔ–≈“…®“Μ…®”ΙΠΡήΧμΦ”“Ι»ΧΎΜΖ±ΘΆχ”





