


实例:高出水标准地下式再生水厂运行难点探讨
北京市门头沟第二再生水厂采用AAO—AO—MBR+臭氧催化氧化工艺,实际运行中MBR出水水质即可稳定达到北京市地方标准《城镇污水处理厂水污染物排放标准》(DB 11/890—2012)表1中的A标准。探讨了该工程栅渣外运及存放、水量分配及调控、出水低磷与膜污染、箱体通道冬季低温等运行问题,并对膜组器起吊天车接力、好氧曝气与膜吹扫风管连通的创新点进行了总结。
1 项目概况
北京市门头沟区第二再生水厂建设规模为8万m³/d,红线占地面积5.79 hm²,污水收集范围为门头沟新城。该工程建设为地下式,污水处理构筑物及设备间置于地下负1层、负2层,工程出水一部分为河道和景观公园提供生态活水,一部分通过泵站加压作为市政绿化及道路浇洒水回用。本项目于2018年1月建成并开始调试,6月稳定运行。
1.1 工艺流程
本工程污水处理工艺为进水→抓爪格栅、粗格栅、进水泵井→细格栅、曝气沉砂池及膜格栅→AAO—AO—MBR→臭氧催化氧化→次氯酸钠消毒→出水,其中臭氧催化氧化工艺根据实际出水水质并未投入运行。污泥采用离心浓缩脱水机处理至含水率低于80%后外运处置。
1.2 进出水水质
设计及运行进出水水质见表1,其中运行水质监测数据选取了2018年3月~2019年3月(以下简称全年)数据进行分析(见图1)。设计出水水质执行北京市地方标准《城镇污水处理厂污染物排放标准》(DB 11/890—2012)表1中的A标准。



从实际运行进出水来看,系统对COD、NH3-N、TN、TP等关键性指标皆有较好的处理效果,基本都可达到设计标准,尤其是COD、NH3-N、TN。另外冬季NH3-N、TN去除效果能够维持与MBR高污泥浓度、硝化菌富集以及设计中两级缺氧多点投加碳源是分不开的。运行中0.2 mg/L如此低标准的TP对系统的运行调控带来很大的难度,运行中很难做到生物除磷与化学除磷的兼顾,投加过量药剂往往也无法达到预期效果。地下式污水处理厂相比地上式污水处理厂运行可视化效果差,运行中经常会出现调控不及时部分指标超标的情况。总的来看,MBR工艺可作为高标准出水要求地下式污水处理厂的选择。
1.3 运行关键参数
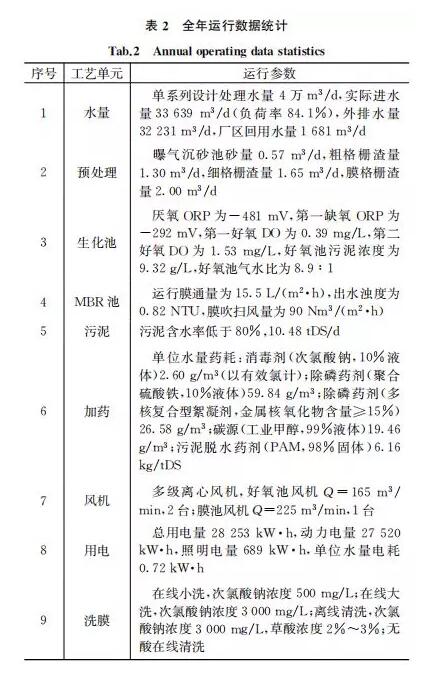
从运行初期至今,进水量逐渐升至4万m³/d,全年日平均处理水量及预处理、生化池、MBR池、污泥、加药、用电等运行情况见表2。当前生化段未采用多点进水,膜系统为单系列运行,膜清洗周期为每周1次在线小洗,每月1次在线大洗,半年1次离线清洗。
2 运行难点
2.1 预处理的运行问题
2.1.1 储渣间的设计
预处理前端采用抓爪格栅(40 mm),粗格栅采用回转格栅(10 mm)并配套螺旋输送机,在运行中发现出渣含水率过高,不便于后续处理且卫生条件较差。改造后增加了压榨段,出渣含水率大大降低。同时实际运行时栅渣不能做到日产日清,加之垃圾分类及环保趋严无法与污泥一同处置,故后期在格栅间旁新建了储渣间并设计了除臭、排水。因此在地下式再生水厂的设计中建议增设栅渣储存间,可按照7 d储存量考虑或与处置部门协商确定,并做到栅渣与沉砂分别存放。
2.1.2 应急水池水质差
地下式再生水厂在建设中多在箱体内建设应急水池,大量的出渣水、清洗液、砂水分离液、污泥脱水混合液等皆会汇流进入该池并最终返回格栅工艺段。由于该类水中悬浮物、砂粒及生物絮体量极高,启泵后经常造成膜格栅过水量下降,栅渣压榨机的处理能力受限,运行极为困难。建议应急水池出水在进格栅前应进行简单的初沉处理,否则易造成预处理工艺运行压力过大,不利于工艺整体的稳定运行。
2.1.3 栅渣外运困难
在运行中同样遇到箱体内栅渣外运困难的问题,全地下箱体内大多数进出道路坡度较大,加之污泥车长期运输遗撒造成栅渣小车上下困难。因此建议在地下箱体设计电动货梯,以便于小件货物的进出,减轻工人的工作强度。
2.2 生化系统的运行问题
2.2.1 水量分配不均
地下箱体不同于地上空间的设计,两系列之间由于设有管廊层进而导致割裂,很难有机地进行统一,如水量的分配问题。本项目运行中由于来水分配不均造成生化池两侧的液位不同,在后期管廊间又增设了连通管,以保证系统的正常运行。因此地下式再生水厂在设计时生化池之间要做到有机协调,为运行调控留有手段和措施。
2.2.2 地埋构筑物直观视觉差
地下箱体生化池由于结构和除臭通风的原因大多采用密封形式,造成人眼无法直观观察,后期运行只能依赖在线过程仪表、人工监测及经验加以判断,调控判断不及时。建议在此方面进行优化设计,部分工段开设观察孔增加可视化措施或进一步提高再生水厂自动化程度等措施以便于运行调控。
2.3 出水低磷指标与膜污染的平衡问题
2.3.1 化学除磷易加剧膜污染
MBR由于污泥停留时间(SRT)较长,生物除磷效果较差,但膜丝对SS的高效截留使得出水SS几乎无法检出,进而可以避免SS携带的有机磷流失。同时化学加药除磷可以保证出水的达标,但此种方式的达标往往是有代价的,易造成生化污泥铁盐的增高进而加剧膜污染。
2.3.2 膜污染成分分析及验证
本工程在2018年9月中旬膜污染严重,直接造成了膜通量和产水量下降。对膜丝进行了污染成分分析,以验证和分析铁盐药剂对膜丝的污染。表3为污染膜酸解(10 mL HNO3酸解100 cm膜丝)后ICP测试数据,可见无机污染中主要以铁污染为主,其次为钙铝镁污染。其中Fe单位面积污染含量可达1 502 mg/m²。结合膜丝颜色为黄色,主要为Fe3+污染。表4为膜池混合液污泥及上清液成分分析,污泥经消解后测试计算各元素占干泥质量百分比。膜池上清液中铁元素含量较小,钙为77.78 mg/L,可见形成膜污染的Fe主要不存在于上清液中。而污泥中Fe含量较高,每100 g污泥中含Fe接近25 g,故膜污染的Fe主要来自于污泥中。分析认为工艺运行中所加除磷药剂(聚合硫酸铁及多核复合型絮凝剂)中多余Fe导致了污泥中Fe含量过高进而形成膜污染。
2.3.3 膜丝清洗后通量恢复
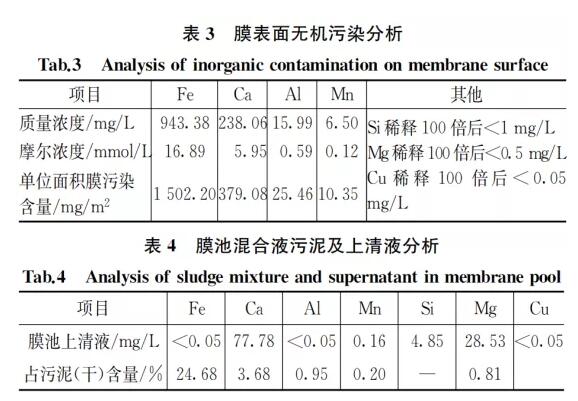
膜表面电镜(5 000倍)显示膜表面以无机污染为主,上附着有明显无机垢层(见图2)。经试验后发现采用2%草酸+5 000 mg/L NaClO或2%柠檬酸+5 000 mg/L NaClO皆可去除膜污染恢复正常膜通量(见图3)。污染膜表面暗黄色,柠檬酸清洗后膜表面仍有部分黄色残留,草酸清洗后膜丝恢复至原始状态。
6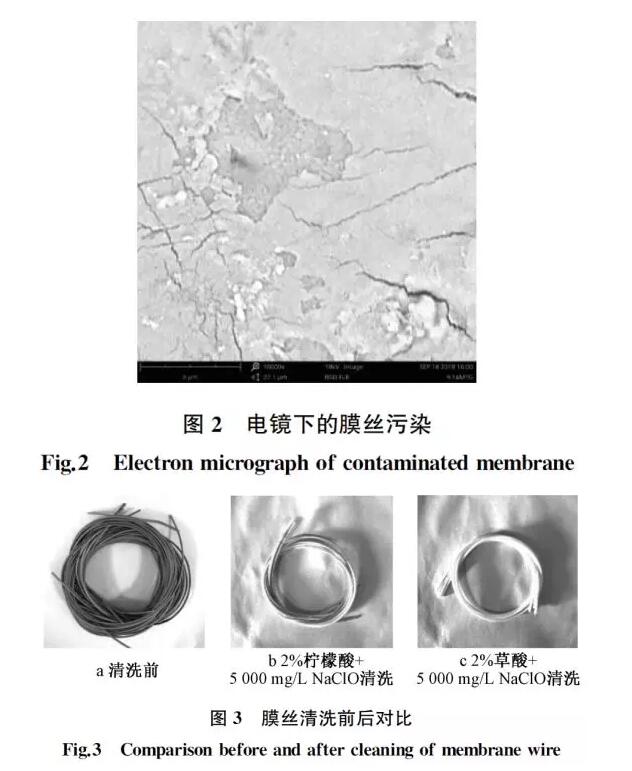
因此TP降到0.2 mg/L对系统冲击很大,除磷药剂投加过多对膜系统影响较大,因此出水低磷指标的控制需要与膜污染进行平衡。项目出现该次膜污染后,通过除磷药剂的筛选及投加点的组合、生物除磷效果提升等措施减缓了膜污染,整体可控。
2.4 箱体通道冬季低温等其他运行问题
2.4.1 冬季通道顶部消防管道易冻胀、两侧卷帘门启闭困难
水厂在冬季由于通道穿堂风的存在,造成通道温度经常在0 ℃以下。通道中的消防管道由于充满水受冷极易冻胀损坏,通道两侧的消防卷帘由于两侧温差,经常造成蒸汽在卷帘门底部结冰启闭困难。后期运行中在箱体进出口加装了快速启闭门,情况有所缓解,但依然无法完全解决。建议设计中应重视冬季低温带来的消防问题,可将通道处的消防系统设计由湿式灭火系统改为干式灭火系统。
2.4.2 箱体给排水问题
箱体各进出口的安保问题,地下箱体的给排水问题,特别是排水问题,区别于普通的建筑给排水,如加药间的冲洗排水、在线监测的排水、箱体通道的进口雨水导排等细节经常被忽视,造成后期再行增加非常困难。特别是加药间在设计时必须做好冲洗检修、应急处理时的排水问题,不可将冲洗水流入设备间及电缆沟槽。
3 运行创新点
3.1 膜组器起吊天车接力
原地下式再生水厂运行过程中发现采用S型轨道吊装膜组器运行时间长,故障多,因此本项目中天车起吊采用接力方式(见图4),通过在S型轨道的末端设置电动平车,每个廊道的组器都可以通过S型轨道移至平车后,再通过平车运输至浸泡池,将多次S型轨道长距离的转弯行程变成单次S型轨道和电动平车相结合的L型运送行程,膜组器吊装距离大大缩短,效率大为提升。

3.2 好氧池曝气和膜池吹扫风管连通
项目运行初期水量较少,生化与膜池风机较难与处理水量进行匹配,经常出现1台风机全开风量不足,两台风机全开又风量富裕问题。在实际运行中,鉴于生化风机的风压高于膜系统的风压,加之两者同为多级离心风机,在运行中将两者的出风管路进行连通,通过阀门调整,将生化池高压侧风卸至膜池低压侧。进而降低了风机开启的总台数,运行上更为灵活,可节省3%~5%的运行能耗。
3.3 补足空位提高单系列产水量
当处理水量达到设计规模的0.5~0.7倍时,水厂运行起来难度较大,由于系列间分割,两系列全开能耗偏高,只开单系列又难以完全应对水量冲击。在实际运行中采用将单系列膜池廊道空位全部填满,利用生化的富裕处理能力,将单系列膜池产水提升至5万m³/d的产能,进而提升了水量应对空间,节省了运行能耗。
3.4 卸药由箱体内移至箱体外
由于运输及劳动力成本的提高,现在的药液大多以液体大罐运输,该重型车在箱体内的行动不便。若是卸药口置于箱体内,势必比较麻烦。项目在建设中与设计院协商,将箱体内所有液体药剂的卸药口统一挪至箱体顶部道路附近,这样很大程度上方便了卸药。
4 结论
(1)门头沟第二再生水厂采用AAO—AO—MBR+臭氧催化氧化工艺,出水水质可稳定达到《城镇污水处理厂污染物排放标准》(DB 11/890-2012)表1中A标准,原设计中的臭氧催化氧化作为应急处理设施。
(2)实际运行中通过膜组器起吊S型轨道与电动平车接力、好氧池曝气及膜池吹扫出风管连通等措施实现运行效率的提高及节能降耗需求;并且充分考虑地埋箱体的特殊性,通过新建除渣间、管廊间增设连通管、卸药口移至箱体上部道路附近、补足膜池空位提升单系列水量等措施实现了管理及运行的便利。
(3)MBR运行过程中出水低磷指标与膜污染平衡问题、箱体通道冬季低温等运行问题还需进一步探讨及运行中摸索。

使用微信“扫一扫”功能添加“谷腾环保网”





