


电催化高级氧化技术
20世纪80年代发展起来的电催化高级氧化技术能在常温常压下,通过有催化活性的电极反应直接或间接产生氧化中间物,从而有效去除污染物。因其处理效率高、操作简便、与环境兼容等优点引起了研究者们的广泛注意。具有非常好的应用前景。
针对化肥厂外排废水,利用电催化氧化法降低废水氨氮浓度,达到废水排放指标。
1.1电催化氧化法去除氨氮原理
废水进入电解系统以后,在不同条件下,在阳极上可能以不同途径发生氨的氧化反应:(1)氨的直接电氧化,即氨直接参与电极反应,被氧化成氮气脱除;(2)氨的间接电氧化,即通过电极反应,生成氧化性物质,该物质再与氨反应,使氨降解、脱除。
1.2电催化氧化实验
电催化氧化实验是在带有电磁搅拌的,用250mL烧杯改制的无隔膜电解槽中进行。阳极使用氧化物涂层电极,阴极使用钛板,电极表面积为12cm2。
两极间距可调。待处理废水为250cm,电解系统可进行恒压电解和恒电流电解,可调节电流密度和电压,温度控制在25~40℃之间。为了考察溶液电导、pH、NH一N浓度、电流密度 、电极面积、电解时间等参数对氧化过程的影响,可对上述参数进行改变。
2 结果与讨论
2.1 电催化氧化法处理化肥厂废水去除效果为了考察电催化氧化法去除废水NH一N,用恒电流电解法进行间歇电解实验(除特殊说明外,全部采用原水进行实验),结果表明, 在不加入任何添加剂的情况下,在电流密度为50mA/cm2,电极面积为9em条件下进行电解,电解电量达到l728C/L 时,NH一N降为0。可见,电催化氧化法可以有效去除总排废水中的NH一N。
2.2 主要工艺参数对去除效果的影响
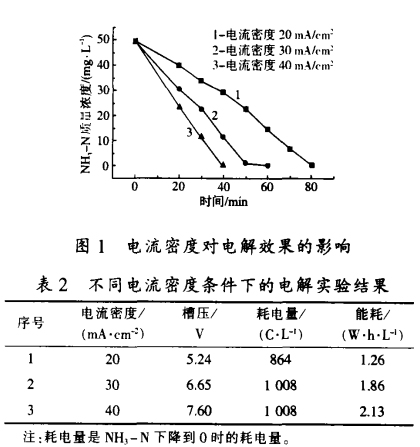
2.2.1 电流密度的影响
实验考察了电流密度对NH一N去除效果的影响,见图l。曲线l、2、3分别为电流密度20mA/cm2、30mA/cm、40mA/cm时,废水NH3一N浓度与电解时间的关系曲线。从图l可见,相同的电解时间,电流密度越大,NH一N浓度降低越快。不同电流密度下电解实验结果见表2,由表2可知,电流密度增大导致槽电压升高,能耗上升。
 |
2.2.2pH值的影响
在电流密度为40mA/cm条件下,考察了原水在不同pH值时,废水NH3-N的电解去除率。结果表明,pH值趋于中性,NH一N的去除效果好,由于化肥厂外排原水的pH值为7,所以废水无需调节pH值,可直接电解处理。
2.2.3电极材料的影响
(1)阳极材料的影响。我们利用现有的三种阳极:Ti/PbO2阳极、钛基析氯阳极、钛基析氧阳极,在相同的条件(电导率为2950~S/cm,电流密度为40mA/cm,极间距为5mm)下进行 电解,比较上述三种阳极材料去除NH一N的效果如图2。结果表明阳极材料对电解去除效果影响很大。对同一原水Ti/PbO:阳极比其他两种阳极具有更好的效果。
(2)阴极材料的影响。实验采用三种不同的阴极材料。在相同的条件(电导率为2950IxS/em,电流密度为40mA/cm,极间距为5mm。自制阳极)下进行电解,不同阴极对NH一N去除效果的影响结果见图3。由图3可知钛材电极优于其他两种阴极。
 |
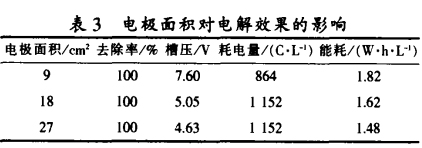
(3)电极面积的影响。实验研究了电极面积对电解效果的影响。如表3所示。通过电解槽的总电流不变,增大电极面积使电流密度降低。槽压下降,能耗降低。
 |
3 结论
使用合适的阳极、阴极、化肥厂外排废水构成的电解处理体系,通过静态和连续电解实验表明,利用电催化氧化技术处理化肥厂废水。降低废水氨氮指标的方法可行。
(I) 电解实验可以直接应用于化肥厂外排废水处理,可有效降低废水氨氮指标。 电解时不需要添加药剂。调节pH值。
(2) 去除 NH一N的效果除了与电流密度、电解时间、NH,一N浓度、pH值有关外,还与阳极、阴极、电极面积等因素有关。
(3) 连续电解实验结果表明。电催化氧化法处理化肥厂外排废水的工艺流程较简单。
(4) 电极面积、电极间距、电极组数、电解液的传质过程等因素都会影响电解的效果。需要根据上述参数来开发研究电解槽型,选择最佳处理工艺条件。
(5) 电催化氧化工艺处理化肥厂外排废水的技术经济评价有待于进一步研究。

使用微信“扫一扫”功能添加“谷腾环保网”




