


环境控制自动化:控制理论新的应用领域
1.引言
我国持续、快速的经济增长和人民生活质量的改善,对环境保护提出了更高的要求。环境污染自动监测、环境污染治理作为环保产业的重要内容,在我国已大力展开,无论在理论上还是在实践上都取得了很大进展。为系统运行服务(自动检测、优化、控制)的控制理论,在环境监测、环境治理中应扮演怎么样的角色呢?我们将环境监测、环境治理过程的自动控制技术称之为环境控制自动化。环境控制自动化对从事控制理论研究的研究者来说,是一个新的应用领域,也是极有发展前景的领域,环境控制自动化的研究不仅具有重要的理论意义,也具有重大的实际应用价值。
本文从环境污染自动监测、三废(废水、废气、垃圾)处理过程自动化控制的角度描述环境控制自动化及其相关技术,讨论环境控制自动化领域面临的问题,从而进一步开展环境控制自动化技术的研究,开辟控制科学在环境控制自动化方面的研究领域,为我国环保产业作贡献。
2.环境污染自动监测技术
环境污染具有突发性、流动性、广域性以及迅速扩散性、渗透性,因此如何加强污染源现场监督、实时监控环境状况、污染变化趋势、及时发现污染事件、实现污染预测预报以及如何提高现场监督管理的手段和水平、保证企业能够稳定达标排放、确保环境保护目标的实现是环保工作的关键,也是环境污染自动监测的出发点和立脚点。
环境污染自动监测主要涉及到以下三个关键技术:
① 环境指标的连续自动监测装置及技术;
② 远程数据传输装置及技术;
③ 海量环境信息的数据分析及处理技术;
目前国内外研究人员针对上述关键技术展开了深入研究。
1)在连续自动监测装置方面,以水质监测为例,水质参数在线分析仪(主要检测COD、TOC、SS、BOD等)的研制近几年得到了广泛重视,其产品种类、型号众多。从测量原理上,这些在线分析仪表基本上可分两类:①基于标准方法的在线水质分析仪。采用人工化验、化学分析进行水质参数测量,各个国家都制订了相应的测量方法及标准,基于标准方法的在线仪表是将人工分析化验过程加以机械化和自动化,从而实现水质参数的自动测量。国外产品有美国ISCO公司的COD在线分析仪、爱尔兰Pollutin Control在线TOC分析仪、美国Hach公司TOC在线分析仪。国内产品有江苏省环境科学研究所的JHC-II型COD自动检验仪、兰州炼化环保仪器研究所的碧月牌5B型COD在线速测仪,但产品的技术水平、性能与国外存在一定的差距。②基于光谱分析方法的在线水质分析仪。这类仪表并不是直接分析测量水质参数,而是根据水样吸收光谱与水质参数之间存在的相关性,通过测量水样的吸收光谱数据间接计算水质参数。国外的产品有法国EFS公司的水质在线分析仪OptiLIS、法国AWA公司单/多参数在线水质分析仪表Uvpcx,国内没有类似产品。
2)在远程数据传输装置方面。目前大多数的环保监测网络是由监测终端(通讯终端,俗称"黑匣子")的内置调制解调器,通过电话网同管理部门的计算机相连,使管理部门的计算机可以实时接收各监测终端的数据。这种采用拨号实现远程数据传输的方式尽管几乎不需要建造成本,但对于24小时不间断通信,电话费也是相当高(需要长途),并且在数据的安全性完整性以及传输速度等方面不能令人满意。随着宽带技术的广泛普及,借助于中国网通、中国电信的宽带网络构筑环保监测的虚拟专用网络(VPN,Virtual Private Network)是节省投资、降低运行费用的有效途径。虚拟专用网几乎不需要增加任何投资,就可实现环境监测的跨地域连网,并通过加密、认证、封装以及密钥交换等技术保证了数据传输的安全性和完整性。另外,可以利用中国移动公司、中国联通公司的移动通信网分布广、无盲点、无线连接等特点,实现环境信息的自动传输,也是数据传输的趋势。
3)在海量环境信息处理技术方面,结合数据融合和数据挖掘、智能化建模与预测、故障诊断等自动控制技术实现污染变化趋势的实时监控、污染事件的及时发现、污染预测预报和污染源的定位。这方面的研究目前仍处在探索中。
3.环境治理过程自动化技术
环境治理主要包括废水、废气、垃圾的三废处理,下面从三废处理的典型过程出发,讨论相关的自动化技术。
1)废水生化处理过程的自动化技术
废水生化处理过程是通过微生物作用以及硝化与反硝化作用,将有机污染物转变成无害的气体产物(如CO2,NO2,N2)、液体产物(如水)以及富含有机物的固态产物(如生物污泥),其中生物污泥通过沉淀池的固液分离从净化后的废水中除去。废水处理过程实际上是将液态的有机污染物转变成固体产物。典型的生化处理过程如图1所示,该工艺又称活性污泥法,主要包括生化反应池和沉淀池。
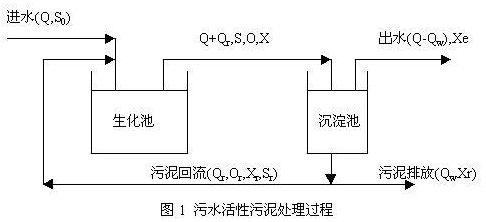 |
在生化反应池,微生物消化有机污染物养料而生长和繁殖。在沉淀池,微生物(污泥)通过重力作用进行固液分离并沉淀到池底。处理过的废水从沉淀池溢出并排入江河。沉淀在沉淀池中的污泥一部分回流到反应池以维持适当的污泥浓度(微生物浓度),剩余污泥经压滤脱水处理后作为固体废物进行进一步处理(如有机固体废物可作有机肥,或进行厌氧处理产生沼气,或焚烧或填埋)。生化反应池根据不同的处理工艺包括厌氧和/或缺氧/好氧等阶段,如AO工艺包括厌氧和好氧两部分,A2O工艺包括厌氧、缺氧、好氧三部分,SBR(序批式反应器)则将生化池和沉淀池合二为一,即在一个池内通过顺序控制实现生化反应和固液分离。
在生化废水处理过程中采用自动控制技术不仅保证微生物生长环境和新陈代谢最优,而且提高系统的可靠性和稳定性、降低运行成本和维护成本、保证出水质量符合排放标准。
在废水生化处理过程中,通过溶解氧控制和污泥回流控制达到废水处理过程的控制目标。目前,废水生化处理过程控制系统多为递阶的2阶控制,在上层采用最优化控制、模糊控制、专家控制等方法进行溶解氧浓度、污泥回流控制的优化计算,在下层采用开关控制、PID控制、自适应控制、模糊控制等方法进行设定控制。
· 溶解氧浓度控制:好氧池中的氧气不足和过量都会导致污泥生存环境的恶化。当氧气不足时,一方面由于好氧池中丝状菌会大量繁殖,最终产生污泥膨胀;另一方面由于好氧菌的生长速率降低从而引起出水水质的下降。而氧气过量(即过量曝气)会引起悬浮固体沉降性能变差,能耗也会过高;另外,含有过高溶解氧的污泥回流到厌氧区(或缺氧区),会抑制该区厌氧菌的生长。由于溶解氧的控制涉及到微生物的生长环境以及处理过程的能耗,因此,DO控制一直是研究的重点。溶解氧浓度控制的实施,可以达到40%左右的节能。
· 污泥回流控制:污泥中生长着大量的微生物,通过污泥回流确保生化池的微生物达到一定浓度。污泥回流少,生化池的微生物浓度(用混合液悬浮固体浓度MLSS表达)偏低,细菌的生长率下降,影响污水处理效果,并且污泥回流过少,意味着污泥排放量的增加,从而增加污泥处理费用。而污泥回流过量时,沉淀池的进水量增加,从而增加了沉淀池的水力冲击,影响沉淀池的固液分离效果,使一些本来可沉淀在池底的颗粒性有机物随出水一道排出。另外,高泥龄的污泥处理污水能力降低,必须及时排出。常规的污泥回流控制是F/M(Food/Micro-organism, 有机养料与微生物比)的常量控制,即进水有机物增多,回流污泥也增加。这种控制方法会严重引起沉淀池的水力冲击,例如当进水流量增加时,为了保持F/M,需要增加污泥回流量,这样沉淀池的进水量就大大增加,从而增加了水力冲击,影响固液分离效果,使出水SS浓度增加。目前,模糊控制是污泥回流控制的主要手段。
2)垃圾焚烧过程的自动化技术
科技的进步促进了经济的发展和生活水平的提高,同时也大大增加了各类垃圾的产量,目前我国人均生活垃圾年产量为440公斤,全国城市垃圾的年产量达1.5亿吨,且每年以8%至10%的速度增长,全国历年垃圾存量已超过60亿吨。我国大约有2/3的城市陷入了垃圾围城的困境,而且垃圾处理率很低。垃圾对环境造成日益严重的污染,控制垃圾污染已成为全球性的环保热点问题。目前主要有填埋、堆肥、焚烧等垃圾处理方法。焚烧技术由于具有显著的减容、稳定和无害化效果而得到迅速发展。焚烧的目的在于可燃性垃圾和空气中的氧起反应引起燃烧,把垃圾转换成燃烧气体、减容且稳定化的固体残渣。如果焚烧不良,会产生黑烟引起二次污染,且在残渣中残留着未燃部分。垃圾焚烧过程的控制就是要实现垃圾的充分燃烧、减少二次污染、充分利用焚烧产生热量。在欧美及日本都在积极展开垃圾焚烧过程自动化方面的研究。在我国,这方面的理论研究还处在空白阶段,这是由于一方面国内垃圾焚烧技术的研究也刚刚兴起,另一方面焚烧过程复杂,自动化面临的难度大。
 |
图2给出了常见的垃圾焚烧炉,主要包括炉膛(干燥室和燃烧室)、后燃烧室和锅炉。垃圾从滑槽落到焚烧炉的送料器上,控制系统根据焚烧炉燃烧情况控制送料器进料,将垃圾送到焚烧炉的第1部分即炉膛。炉膛用回转式炉栅。垃圾在炉膛的前段干燥后,随着炉栅的运动由干燥区移到燃烧区进行分解燃烧。在炉栅下输入燃烧所需的空气。未充分燃烧的烟气进入后燃烧室与输入的空气完全燃烧。高温气体进入锅炉进行热交换产生蒸汽带动蒸汽机发电。
在垃圾焚烧炉中,操作变量主要有1)垃圾送料速度;2)炉膛的空气输入流速;3)后燃烧室的空气输入流速;4)助燃剂流速。被控变量主要有:1)蒸汽产生量;2)后燃烧室出口烟气中的氧气含量或CO含量;3)后燃烧室的温度分布。控制目标就是根据被控变量和操作变量,设计控制系统使得蒸汽产生量最大且恒定、垃圾充分燃烧、助燃剂最小,并且出口气体CO含量满足环保部门制定的标准。
由于垃圾组分相当复杂,热值、湿度等变化很大,质量、形状千差万别,燃烧过程有很大的滞后,所产生热量也有很大的波动。垃圾焚烧过程是多输入多输出、多目标、不确定、大滞后的非线性系统。目前垃圾焚烧过程多以常规的PID控制和智能控制为主。
为了保证垃圾的彻底分解、恶臭充分氧化、碳的充分燃烧以防止烟气的产生,需要实现焚烧过程的温度控制(700℃-850℃左右)。从控制回路角度,垃圾焚烧过程主要包括相互耦合的空气流量控制、垃圾送料控制、助燃剂流量控制等。
· 空气流量控制:燃烧室空气即氧气缺乏时,会导致不完全燃烧。而空气过量时,燃烧室温度下降,就会产生一些高温才能分解的污染物如二恶英。常规控制是根据锅炉的出
汽量控制空气流量,出汽量低则增加空气流量,出汽量高则降低空气流量。这种控制方法的缺点是由于出汽量滞后很大,不能反映当时燃烧室炉温。
· 垃圾送料控制:常规控制方法是根据燃烧室出口气体氧含量控制,氧含量过高,认为燃烧室缺乏燃料,需加入垃圾。氧含量低于设定值,则认为氧气消耗大,应停止垃圾送料。由于出口气体氧含量不仅与燃烧状态有关,而且与空气流量有关,因此这种方法只适用于空气流量恒定的焚烧炉。如果以锅炉出汽量为被控变量,垃圾送料作为操作变量,由于垃圾焚烧过程存在逆响应过程(Inverse Response Process), 因此采用常规的PID控制,其效果很差,即使采用自整定PID控制方法其效果也不理想。
· 助燃剂流量控制:助燃剂的加入是为了更充分的燃烧和温度保持在设定值。因此,常规的控制方案是基于锅炉出汽量与其设定值之差的PI控制。由于空气不仅参与垃圾焚烧,也参与了助燃剂燃烧,因此空气流量的控制除常规基于出口氧气含量与设定值之差的PI控制外还应增加助燃剂的比值控制。从系统运行结果看,这种常规的控制方法在性能上满足要求,锅炉出汽量稳定,但是这是以牺牲助燃剂为代价,因此系统运行成本较高。
3)废气电除尘处理过程的自动化技术
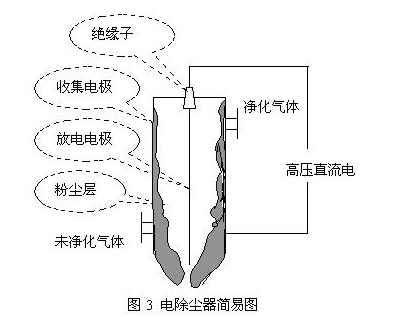 |
废气治理主要包括烟气脱硫技术、除尘技术和有毒气体处理技术等。在此主要叙述除尘过程中的电除尘技术。仅由一根导线和一个导管组成的简单化电除尘装置如图3所示。安装在导管轴线上的导线是放电电极(一般为负极),而导管为收集电极(一般为正极)。在电除尘的导管内由于高压电场产生电子电荷,这样当颗粒性烟气从电除尘入口进入时,电子电荷传递给粉尘微粒,电场中带电粉尘微粒移向收集电极,从而带电粉尘微粒粘贴于收集电极表面。振打控制系统将粉尘振落,收集在底部灰斗中。卸灰系统从灰斗中清除粉尘。
从控制角度,电除尘控制系统分为高压供电控制和低压控制。高压供电控制系统是根据电除尘器电场烟尘条件的变化,向电场施加所需的高电压,提供所需的电晕电流,以利于粉尘的荷电和捕集。电除尘器的低压控制系统主要包括阴阳极振打控制、料位检测与卸灰自动控制、绝缘子加热恒温控制。
① 高压供电系统的控制
·最大收尘效率法。由于除尘效率取决于操作电压的输出,因此,只要这种直流高压输出的控制特性满足电除尘器的各种状态,提供与这一状态相适应的最佳(最大)电压,就可保证收尘率最大。这个最大电压通过火花率检测或电压增量的检测或临界火花点的检测而得到,也就是电除尘控制中的火花率控制、最高平均电压控制、临界火花控制。这种以收尘率为最大的控制策略尽管对不同的粉尘、不同的电场具有好的鲁棒性,但从能耗角度,是不经济的。
·最优控制法。即采用最优化计算方法计算最优操作电压,并确保操作电压维持在最优电压上。在实际运行中操作电压的最优化计算不仅要考虑收尘效率,而且还应考虑电能的消耗。也就是说,在满足出口粉尘浊度要求的前提下,应尽可能减少能耗。
·出口浊度控制方法。将出口的浊度信号反馈到控制系统构成闭环控制。目前大多数出口浊度控制以经验为主。
②低压控制系统
·振打清灰控制:振打清灰是电除尘的主要过程,其清灰效果不仅与施加在阴、阳极上的振打加速度有关,而且振打周期对其影响也很大。振打周期太长,粉尘堆积过厚,会使阴、阳极之间电压降低,振打过于频繁,容易产生二次扬尘,二者都会影响除尘效果。因此,选择合理的振打周期,将有助于更好地清灰和提高除尘效率。目前,振打周期的确定,都建立在试验和经验的基础上。
·卸灰自动控制:进入电除尘器的粉尘被阴阳极捕获后,由振打系统振落在灰斗中,这些灰料应适时排送出去,灰料堆积太多,除了增加灰斗的荷重外,严重时还会造成阴阳极之间短路,使电除尘器无法正常运行,相反,灰斗中没有储灰,在灰斗出口会出现漏风,引起二次扬尘,使除尘效率降低。
·绝缘子加热恒温控制:对电除尘器的阴极支撑绝缘子采取密封和加热保温措施,使该处温度保持在粉尘露点温度之上,是使电场操作电压能维持较高水平的重要手段。
4.浙江大学智能系统与决策研究所在环境控制自动化的研究成果
作为控制理论在环境监测、环境治理领域的应用,环境控制自动化随着环保产业的蓬勃发展,有着广阔的发展前景。浙江大学智能系统与决策研究所将环境控制自动化作为学科建设和发展的重要方向,在以下几方面进行了深入的研究:
1)大范围环境污染监控系统的数据挖掘,用于污染预报、污染源定位、污染防止决策支持等;
2)城市综合污水处理过程的建模、控制与优化,完成了多家城市污水处理厂计算机自动控制系统的设计、开发、安装、调试;
3)在线环境监测仪表研制,包括基于光谱分析方法的多参数在线水师分析仪,可以测量COD、TOC、SS、硝酸盐浓度等多种水质参数,目前已研制成功样机。
环境控制自动化是一门新兴综合性技术,如何在我国全面开展环境控制自动化领域的研究,以及如何提升我国环保产业的自动化程度、提高环保产业的科技含量是从事控制科学与工程、环境科学与工程研究必须要关注的问题。

使用微信“扫一扫”功能添加“谷腾环保网”





