


КкЩЋПѓЩНбЁПѓЗЯЫЎДІРэММЪѕЕФИФНј
ЮЊЬсИпХЈЫѕЛњЕФГСЕэаЇТЪКЭЮВПѓЪфЫЭХЈЖШ,НЋ18mЕФХЈЫѕЛњИФГЩСЫа§СїаѕФ§ГСЕэГиЁЃбаОПСЫвѕРызгаЭОлБћЯЉѕЃАЗЕФГСНЕаЇЙћЁЃЪЕЪЉСЫХЈЫѕЛњЕзСїМЦЫуЛњздЖЏПижЦЁЃНсЙћБэУїИФНјКѓЕФбЁПѓЗЯЫЎДІРэЯЕЭГОпгаСМКУЕФДІРэаЇЙћЃЎГіЫЎЫЎжЪОљДяБъХХЗХЃЎЮВПѓНЌХХЗХСПгЩ180mVhПижЦЕНВЛДѓгк115m3/hЃЌХЈЫѕЛњЕзВПХХЮлТЪгЩ15%ЬсИпЕН31ЁЃ89%ЁЃ
ФПЧАЃЌЮвЙњКкЩЋН№ЪєПѓЩНбЁПѓЗЯЫЎДІРэЖрВЩгУЦеЭЈХЈЫѕЛњНјааздШЛГСЕэЁЃЫЎжЪОЛЛЏаЇЙћВюЁЃГіЫЎДяВЛЕНЙњМвЗЯЫЎХХЗХБъзМЕФвЊЧѓЃЌЮЊДЫЃЌФПЧАЙњФквЛаЉбЁПѓГЇвбНЋЦеЭЈХЈЫѕЛњИФзАГЩаБАхГСЕэГиЃЎетжжГСЕэГиаЇЙћЫфШЛКУаЉЃЌЕЋИФдьЗбгУИпЁЃЪЙгУЪйУќЖЬЁЃвзЖТШћЁЃЮЌаоЙЄзїСПДѓЁЃ
РГЮпЪаФГбЁПѓГЇЮЊГфЗжРћгУИУГЇдгаЕФЫЎДІРэЩшБИМАИќКУЕиЬсИпЯжгаХЈЫѕЛњЕФГСЕэаЇТЪКЭЮВПѓЪфЫЭХЈЖШЁЃЬсГіСЫНЋ18mЕФХЈЫѕЛњИФГЩl8mЕФа§СїаѕФ§ГСЕэГиЁЃЭЖМгвѕРызгаЭОлБћЯЉѕЃАЗаѕФ§МСЃЌВЂЪЕЪЉХЈЫѕЛњЕзСїМЦЫуЛњздЖЏПижЦЁЃ
1дДІРэЙЄвеМАДцдкЮЪЬт
ИУГЇдЩшМЦФмСІЮЊФъДІРэЬњПѓЪЏ4×10stЃЌгУЫЎСПЮЊ570mVhЁЃдЮлЫЎДІРэЙЄвеЮЊЃКФЅПѓГЕМфЕФДХбЁЮВПѓЪзЯШНјШы2ЬЈ15mХЈЫѕЛњЃЌОГСЩАКѓЦфЕзСїБУШыИЁбЁЛњНјааИЁбЁЕУЭЁЂюмОЋПѓЁЃИЁбЁКѓЮВПѓздСїжСТэЖћЫЙБУНСАшЭВЃЎ2ЬЈ15mХЈЫѕЛњЕФвчСїЛуКЯКѓЫЭШы18mХЈЫѕЛњГЮЧхЁЃГЮЧхКѓЕФвчСїжБНгЭтХХЁЃ18mХЈЫѕЛњЕФЕзСїдђБУШЫТэЖћЫЙБУНСАшЭВЁЃНСАшЭВФкЕФЮВПѓНЌгУТэЖћЫЙБУЫЭЕН3kmвдЭтЕФЮВПѓПтЁЃНСАшЭВФкЙ§СПЕФЮВПѓНЌгжЗЕЛиЕН18mХЈЫѕЛњЁЃгЩгкдЩшМЦХЈЫѕЛњЕФДІРэФмСІВЛзуМАЮВПѓНЌЪфЫЭХЈЖШНЯЕЭ(ЦфжЪСПЗжЪ§Ні15%ЁЋ17%)ЃЌжТЪЙЮВПѓПѓНЌзмЬхЛ§СПДяЕН180m3/hЃЌГЌЙ§СЫТэЖћЫЙБУ120m3/hЕФЖюЖЈСПЃЎдйМгЩЯЭтЙКПѓжаКЌФрСПдіМгЃЎдьГЩИУГЇЭтХХЗЯЫЎбЯжиГЌБъЁЃ
2ЙЄвеМАжївЊЩшБИЕФИФНј
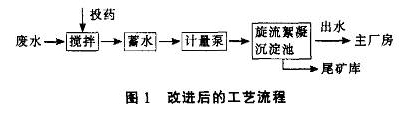
2ЃЎ1ЙЄвеСїГЬЕФИФНјИФНјКѓЕФЙЄвеСїГЬМћЭМ1ЁЃ
 |
2ЃЎ2ХЈЫѕЛњЕФИФдь
НЋ18mЦеЭЈХЈЫѕЛњИФГЩ18mа§СїаѕФ§ГСЕэГиЁЃЪЧдкдЦеЭЈХЈЫѕЛњНсЙЙВЛБфЕФЛљДЁЩЯНјааЕФЁЃвВОЭЪЧдк18mХЈЫѕЛњжааФжЇжљКЭАвМмжЎМфАВзАвЛИіа§СїЗДгІЦїЃЌЫќЕФаЮзДГЪдВЬЈзДЃЌФкВПзАЩшЖрВуа§СїЕМАхЃЌМћЭМ2ЁЃ
 |
ИФдьКѓЕФа§СїаѕФ§ГСЕэГигавдЯТЬиЕуЃК
ЂйИФдьУЛгаЦЦЛЕдХЈЫѕЛњЕФНсЙЙЁЃМШРћгУСЫдРДЕФХЈЫѕЩшЪЉЃЌгжФмЯджјЬсИпЗЯЫЎЕФОЛЛЏаЇТЪЁЃ
Ђкдка§СїаѕФ§ЗДгІЦїНјПкИННќЭЖМгвѕРызгаЭОлБћЯЉѕЃАЗЃЌПЩвдГфЗжРћгУЫЎСІа§СїНјааЗДгІЃЌВЛашМгЩшЛњаЕНСАшЦїЁЃ
Ђла§СїаѕФ§ГСЕэГиВЩгУЩюВуНјЫЎЃЌДѓДѓЫѕЖЬСЫЙЬЬхПХСЃЕФГСЕэОрРыЃЌЪЙжаДжПХСЃКмПьГСШЫбЙЫѕВуЁЃЯрЖдНЕЕЭСЫГиЬхжаВПКЭЩЯВПЫЎЬхЕФХЈЖШЃЌЖјЯИПХСЃБЛЦШНјШЫХЈЖШНЯИпЕФбЙЫѕЧјЩЯВПЁЃгЩгкГэУмПХСЃЕФХізВЃЎДѓДѓЯћМѕСЫЫќУЧЕФФмСПЃЌЪЙЯрЕБЪ§СПЕФЯИПХСЃЭЃСєЯТРДВЛФмЩЯИЁЁЃЯргІЬсИпСЫЕзСїХЈЖШЁЃ
Ђма§СїаѕФ§ЗДгІЦїЕФЩЯВПжБОЖаЁЃЌЯТВПжБОЖДѓЃЌЫЎСїЫйЖШГЪЮоМЖБфЫйЁЃЗћКЯЛьФ§ЗДгІЯШПьЫйЛьКЯЃЎКѓТ§ЫйаѕФ§ЕФвЊЧѓЁЃЫЎСїРыПЊЗДгІЦїКѓШдгавЛЖЮа§СїЙ§ГЬЃЌЫЎСїж№ВНРЉЩЂЃЌ“аѕЭХ”ВЛЖЯГЄДѓЃЌЖјЧвГіЫЎКЭНјЫЎГЪФцЯђСїЖЏЁЃОЙ§ХЈЫѕВуНјШЫЧхЫЎЧјЃЎдйЯђжмБпвчГіЃЌЫќБШЦеЭЈХЈЫѕЛњЩЯВПЗјЩфЕФСїЯђвЊгХдНЕУЖрЁЃ
2ЃЎ3аѕФ§МСЪдбщМАЭЖвЉЩшБИ
2ЃЎ3ЃЎ1аѕФ§МСЪдбщ
ЂйОВЬЌЪдбщЁЃвдбЁПѓЮлЫЎЕФаќИЁЮяжЪСПХЈЖШЮЊ30g/LЁЂpHжЕЮЊ8ЃЎ12ЁЂаѕФ§МСЭЖМгСПЮЊ1ЃЎ5me,/LЃЎдкЪвЮТЯТгУ100mLСПЭВКЭ40mmЁЂИп2ITIГСЕэЙмЖдОлЬњЁЂОлТСЁЂОлБћЯЉѕЃАЗЕШНјааСЫЩИбЁЪдбщЃЎДгаѕФ§ЮяЕФГСНЕЫйЖШКЭЩЯЧхвКЕФзЧЖШСНИіЗНУцЦРМлСЫИїжжаѕФ§МСжЎМфДйНјГСНЕаЇЙћЕФДЮађЃЌПЯЖЈСЫвѕРызгаЭОлБћЯЉѕЃАЗЖдДІРэИУГЇбЁПѓЗЯЫЎГСНЕаЇЙћзюКУ
ЂкЙЄвЕадЪдбщЁЃбЁгУЕФвѕРызгаЭОлБћЯЉѕЃАЗЯрЖдЗжзгжЪСПЮЊ70Эђ800ЭђЃЌжЪСПЗжЪ§ЮЊ0ЃЎ1%ЃЎгУСПЮЊ2ЃЎ3g/mЁЃдкЪЕМЪдЫаажаЃЌЕБдЫЎаќИЁЮяЕФжЪСПХЈЖШЮЊ21540mg/LЃЌpH=8ЃЎ05ЃЌЮТЖШ6oCЪБЃЌЭЖМгвѕРызгаЭОлБћЯЉѕЃАЗКѓЃЎГіЫЎаќИЁЮяЕФжЪСПХЈЖШЮЊ33mg/LЃЎШЅГ§ТЪПЩДя99.85%ЁЃ
2ЃЎ3ЃЎ2ЭЖвЉЩшБИ
ЂйНСАшЭВЁЃВЩгУ1ЃЎ7mЕФНСАшЭВЃЌЬхЛ§ЮЊ3mЁЃАД4hНСАшжмЦкРДПМТЧЃЌ1ЬЈЙЄзїЃЌ1ЬЈБИгУЁЃ
ЂкМгвЉБУЁЃбЁгУXFвЛ101аЭМЦСПБУЁЃlЬЈЙЄзїЃЎ1ЬЈБИгУЁЃ
ЂлДЂНЌГиЁЃИљОнвѕРызгаЭОлБћЯЉѕЃАЗЕФжЪСПЗжЪ§ЮЊ0ЃЎ1%ЃЌНСАшЭВСЌајЙЄзїВЂФмж№ДЮХХШЫДЂНЌГиЃЌЩшМЦШнЛ§ЮЊ7nlЁЃ
2ЃЎ4ХЈЫѕЛњЕзСїПижЦЗНЗЈЕФИФНј
ЮЊАбИУГЇ2ЬЈ15nlЦеЭЈХЈЫѕЛњЕзСїСППижЦдк40rn3/hЃЌЕзСїжЪСПЗжЪ§ПижЦдк25%28%ЃЎВЂНЋ18mа§СїаѕФ§ГСЕэГиЕзСївВПижЦдк40mS/hЃЌНјЖјНЋШЋГЇЮВПѓПѓНЌзмЬхЛ§СППижЦдкВЛДѓгк120m/hЁЃгыТэЖћЫЙБУЕФбяСПЯрЪЪХфЃЌВЩгУСЫМЦЫуЛњЖд3ЬЈХЈЫѕЩшЪЉКЭМгвЉБУЕФжївЊЙЄвеВЮЪ§НјааздЖЏМьВтЃЌВЂЭЈЙ§ЕзСїХХЗХСПБеЛЗПижЦЯЕЭГКЭвѕРызгаЭОлБћЯЉѕЃАЗаѕФ§МСЬэМгСПБеЛЗПижЦЯЕЭГЖдЩЯЪіХЈЫѕЩшЪЉЕФЩњВњШЋЙ§ГЬЪЕЪЉздЖЏПижЦЁЃ
3ИФНјаЇЙћ
ЭЈЙ§ИУГЇ2ФъЖрЕФГЄЦкдЫааМрВтБэУїЃЎЭтХХЗЯЫЎОДІРэКѓДяБъТЪЮЊ100%ЃЌДІРэТЪ100%ЃЌГСЕэТЪ99ЃЎ85%ЃЌЦфЫќЫЎжЪжИБъОљЕЭгкЙњМвЗЯЫЎХХЗХБъзМ(МћБэ1)ЁЃЮВПѓНЌХХЗХСПгЩ180mS/hПижЦЕНВЛДѓгкl15mЃЌ/hЁЃХЈЫѕЛњЕзВПХХЮлТЪгЩ15%ЬсИпЕН31ЃЎ89%ЃЌЪЕЯжСЫгУ1ЬЈYJBвЛ120/25аЭТэЖћЫЙБУЪфЫЭШЋВПЮВПѓПѓНЌЕФПижЦФПБъЁЃБэ1бЁПѓЗЯЫЎДІРэЧщПі
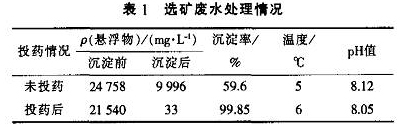 |
ОнВтЫуЃЌИУГЇетвЛИФдьКѓЕФЗЯЫЎДІРэЯЕЭГЭЖШЫЩњВњКѓЁЃУПФъУтНЩГЌБъХХЮлЗбдМ149ЭђдЊЃЌУтНЛЬсИпеїЪеХХЮлБъзМЪеЗбдМ22ЭђдЊЁЃПлГ§дЫзЊЗбгУЃЌИУЙЄГЬЛёжБНгОМУаЇвц143ЃЎ14ЭђдЊ/aЁЃ
4НсТл
ИУГЇВЩгУа§СїаѕФ§ДІРэММЪѕМАХЈЫѕЛњЕзСїМЦЫуЛњздЖЏПижЦММЪѕЁЃВЂВЩШЁЭЖМгвѕРызгаЭОлБћЯЉѕЃАЗРДжЮРэбЁПѓЗЯЫЎЃЌЪєЙњФкЪзДДЃЌетЮЊЮвЙњжкЖрЕФКкЩЋН№ЪєбЁПѓГЇевЕНСЫвЛИіММЪѕЯШНјЁЂОМУЁЂЪЕгУЁЂИпаЇЕФЗЯЫЎДІРэЗНЗЈЃЌПЩДѓСІЭЦЙугІгУЁЃ

ЪЙгУЮЂаХ“ЩЈвЛЩЈ”ЙІФмЬэМг“ЙШЬкЛЗБЃЭј”





