


高效混凝气浮法处理热轧废水的实践
1 前 言
本厂位于昌平县西南 ,以轧钢为主 ,主要产品有扁钢、角 钢、汽车板簧等.年产量3 2万 t 。 在轧制过程中,轧机等设备需用水直接冷却,导致冷却废水中含有大量的氧化铁皮和油类 ( 含油量一般在 8—2 5 mg t L ) , 而且其中的油类乳化程度很高。而轧钢废水在钢铁生产中还具 有水量大 , 水温高的特点。 本厂轧钢废 水年排放量达 1 0 0万 I 左右 , 污染物排放情况见表 1 。
 |
废水的大量排放不仅浪费了水资源,还严重污染环境.而且每年要交纳超标排污费2 8 . 6 2万元。 鉴于此情况, 本厂决定对原有废水处理设施进行改造 .以使处理后的废水达到排放标准。
2 方案的确定
对于热轧废水 ,国内一般采用重力沉淀、 机械除油、 过滤等方法处理。上述方法对废水中的悬浮物有一定效果,但对其中油的处理效率却很低 ( 主要因为其中以乳化形式存在 ) , 难以达到≤5 m g t L的排放标准。 本厂原热轧废水处理工艺流程见图 l 。
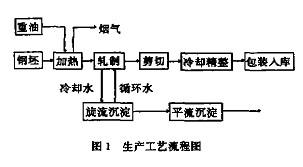 |
本厂轧制废水经各车间铁皮坑、旋流沉淀池处理后 , 部分 循环使用 ,另一部分废水分别进人厂东平流沉淀池 .悬浮物和油类在上述三级设施中得到部分去除,但外排水中乳化油仍达到 8—2 5mg t L 。 为使外排水中污染物达到北京市水污染排放标准规定的二级标准 ( 石油类 ~5 mf l t L 、 s s ≤7 0 m g t L ) , 就必须对油的处理方案进行重点选择 。
为解决废水排放超标的问题和提高水的循环率,我厂做了大量调研工作,经过调研、 试验, 以及和首钢设计院、 环保处目前掌握的国内几种废水处理方法比较 ,又鉴于本厂的实际情况及资金的限{ I j ,最后确定采用高教混凝气浮法处理轧钢废承 。
3 高效混凝气浮工艺藏程豆原理
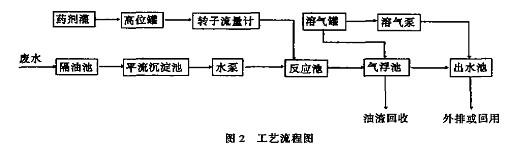
高效混凝气浮法工艺流程见图2 。 高教混凝气浮法工艺是部分回流加压溶气气浮工艺。其原理是 :溶气泵将部分气浮处理出水回流加压进人溶气罐,同时空压机将空气压人溶气罐 ,在一定的压力 ( 2-3 k g/ c m2 ) 条, f C - T, 空气迅速溶人水中. 溶气水流出溶气罐 ,并流经释放器 ,释放器将溶气水压力恢复到常压 ,同时将其中空气以微细气泡的形式释放出来,大量的微细气泡和废水中的絮粒或油珠在气浮池中粘附 ,使絮粒或油珠比重变轻而迅速上浮至液面。刮渣机将液面的浮渣定期刮除.经过处理后的达标废水则由池底排出。
 |
4 高效混凝气浮工艺分析
4.1 压力溶气系统
压力溶气系统流程见图 3 。
 |
溶气系统包括有: 水泵、 空压机、 压力溶气罐及其它附属设备。其中压力溶气罐是影响溶气效率的关键设备。以填料罐溶气系统的溶气效率最高。我厂采用 T R一8型的溶气罐 , 该溶气罐具有以下优点:
( 1 )水流通量高,是一般压力溶气罐的2 3倍,因而处理同样水量,体积仅是一般溶气罐的 1 / 3—1 / 2 。
( 2 )在水流通量高的情况下 .依然保持极高的溶气效率,一般可达 9 9 %左右 ,极大地降低了能耗。
( 3 )可全 自动操作 .自动调节溶气罐内气-液压力平衡 ,不用人手工调整 阀门或启 闭空压机和水泵,降低了操作管理的难度和强度 。低压运行 , 3 ] : , ~ f / e m 下即可有效工作 , 进步降低 了能耗。 我厂采用空压机供气进行溶气 ,为提高溶气效率,还在溶气罐内放置了聚丙烯阶梯环, 此环其形状具有不对称的特点, 在填料层内减少了环的重叠 ,增大了孔隙率 .压降降低 , 传质效率提高, 比同尺寸的鲍尔环的压降低 3 0 %左右。所以, 填料不仅能提高溶气效率, 而且液体通过填料时水头损失小, 布水又均匀。
4.2 溶气释放系统
由于溶解空气必须通过减压释放才能获得气泡 , 因此 . 光有好的溶气效果而无好的释放条件那仍然是徒劳的。 可以说: 提高溶气效率是在 “ 量” 方面努力, 而提高释放气泡的性能则 是在 “ 质” 方面的追求。 溶气水通过瞬时降压、 消能、 传质、 释气后 , 很快地聚集成无数大小不同的超微气泡并在剧烈的紊流扩散和分子扩散中继续碰撞和并大 ,形成密集的微气泡从溶气释放器中流出。而释出空气分子集合的快慢和并成气泡的大小,则取决于溶气水的压力及释放器的降压方式 。
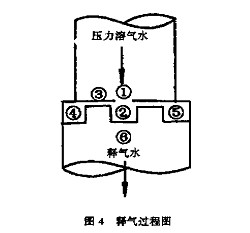
4.2.1 释放器的释气过程
释放器的释气过程见图4 。 溶气水进人孔口①.固突然收缩并即行扩大.降低部分压能而加速空气分子的逸出接着水流在孔室②内撞击、形成涡流而产生剧烈的紊动而继续 “ 消能” 释出的空气分子在分子扩散和紊流扩散 的作用下 .逐级并形成超微气泡 。当水流急速转入平行圆盘的缝隙③时. 流态骤变, 在极窄的狭逢进口处, 水流断面再次急剧收缩 , 紊动程度更为剧烈 , 并出现局部真空 ,其液膜减薄及表面更新速率达到顶点。至此,空气分子几乎全部释出, 并沿圆盘径 向迅速扩散而使超微气泡继续并大直至在④⑤处形成微米级的微气泡而出流。 此时溶气水的压能已损耗 9 5 %左右, 余船在管嘴⑥内继续产生紊流而使微气泡在紊流扩散运动影响下 “ 并大” , 而使溶气水变为释气水。整个过程耗时不到 0 . 3 S 。
 |
4 . 2 . 2释放器的有效参数
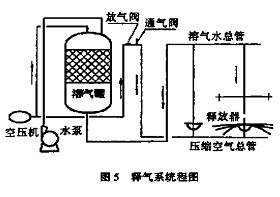
由于释放器的至关重要及特殊性 , 根据本厂轧钢废水的特性 .特选用了上海 同济大学研制生产的 ’ I V一2型释放器 1 8个 .分三排安装于气浮内。 溶气释放系统疯程见图 5 。 气浮池接触区是待处理废水和释放器释出微气泡接触的区域。T v一2型释放器是在渗气释放基本原理的基础上,结合振动原理而研制成功的。其释气率达 9 9 %以上。释放气泡直径 2 0—3 0 , u , m; 低压有效运行. 释出水的分布均匀性好 ,增加了微气泡与水 中油悬浮物碰撞粘附的几率,从而进一步改善了气浮净水效果。此外 .该释放器具有抗堵塞功能, 一旦受堵,只要在气浮池外打开通气阀接通压缩空气气源 ,就能利用压力溶气水将释放器内的堵物冲洗干净 .这过程一般只需2 0 s , 给操作人员带来很大方便。
 |
4 . 3 气浮分 离系统
气浮分离系统主要是指气浮池。为 了适应水质的要求以及出于对造价低. 占地少, 与后续处理的衔接方便等,在设计气浮池时要考虑以下几个方面 :
4 . 3 . 1 分离区流速及池深度的控制
分离区的作用是使带气絮粒 ( 油、悬浮物) 与水体分离而上浮至池面, 在整个气浮池中占有主导地位。带气絮粒在分离区中受着不同方向的力的作用.但主要是受带气絮粒的上升流速 及出流水的向下藏速的控制。当v粒上>V粒下时 , 固液可以分离 . 当 v粒上< V粒下时, 絮粒将随水带出。 而达不到分离效果。
因此, 气浮分离区的大小, 实际上受出流水 的平均向下流速的控制 ,所 以分离区浓度在 2 m左右巳足够 。
4 . 3 . 2 气浮池的长、 宽比选择
从浮渣堆积规律看. 池靖的浮渣厚些, 以后渐渐减薄,一般在 l o r e左右处,浮渣已完成上浮, 增加池长就显得没有必要; 反之, 池子过短也不利 .因池子过短而水疯前冲力很大, 浮渣还不能全部上浮至水面. 水流郎因池端壁的阻碍产生撞击返流而影响出水水质。 因此,气浮池的长宽比应在 I . 5 :I 1 :I之
间。 另外, 池宽也不宜过大, 以免布水不均, 引起水与浮渣 的乱流而影响浮渣上浮。
4 . 3 . 3集水方式的选择与控制
由于絮粒与水的能否分离,决定于分离区水流的向下平均流速 . 由此可见 , 出流水集水越均匀 ,各点的出流速度就越趋近于平均流速,因局部的出流速度过大而拉吸絮粒向下的可能 性就减少 ,这样,出水水质也就得
以保证。
于以上三条原因 .我厂设计 的气 浮池宽度为4 . 5 m, 气 浮池分离区的长为 1 l m, 池深为 2 m。 另外 . 在本气浮工艺中, 在气浮池上安装了 T Q一3型桥式刮 渣机。 此刮渣机结构简单 , 运行稳定 、 可靠。为减少对浮渣层 扰动驱动速度设置较慢 ( 5 ml mi n ) 。 还配备 自动翻板装置, 同时可调节刮板高度。 加药设备采用转子流量计重力投加方式。投加浓度为 5 0 mg / L左右。
4 . 4 气浮工 艺的主要优 点
( 1 ) 在加压情况下 , 空气的溶解度大, 供气浮用的气泡数量能得到很大程度的满足确保了气浮效果。
( 2 )渗入气体经骤然减压释放. 产生的气泡不仅尺寸微细, 粒度均匀, 密集度大, 而且上浮稳定, 对液体扰动微小, 特别适用于乳化油的分离。
( 3 ) 7 - 艺过程及设备比较简单, 管理、 维修也方便。
( 4 )特别是部分回流式.处理效果显著而稳定, 并能较大地节约能耗。
5 结论
我厂在废水治理过程中,应用高效混凝气浮工艺仅新增了 反应池、气浮弛、出水池等构筑物和气浮系统设备 ( 包括溶气 罐、释放器、 刮渣机) 和加药系统, 其它部分均为原有设备和构筑物 。

使用微信“扫一扫”功能添加“谷腾环保网”





